Как правильно паять полипропиленовые трубы своими руками
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
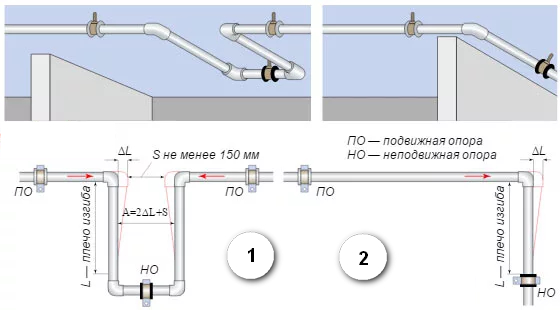
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Как правильно паять полипропиленовые трубы
 Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
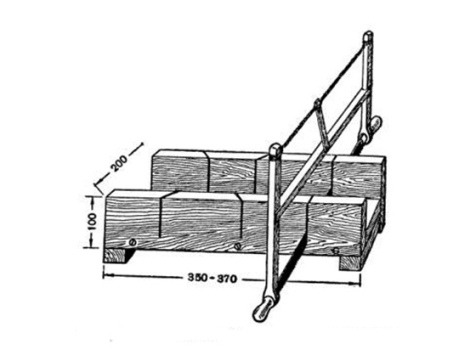
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:

Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
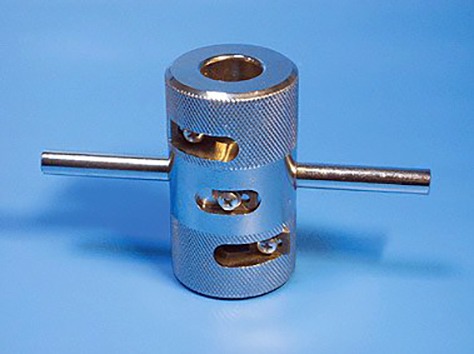
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.

Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже. Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.

Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
- простая технология, не требующая покупки электронагревательного оборудования.
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
| Наружный диаметр, мм | Посадочная глубина, мм | Время нагрева, сек. | Время фиксации, сек. | Время остывания, мин |
|---|---|---|---|---|
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Смотреть видео: как сваривать ПП трубы
Пошаговая инструкция
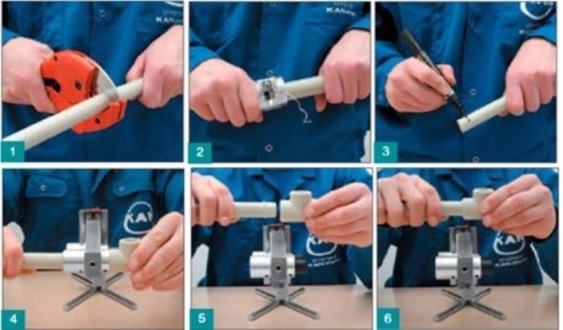
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
- Шаг #1
 Резак для нарезки труб
Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
- Шаг #2
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
Также отмечается взаимное расположение деталей по отношению друг к другу.
- Шаг #3
 Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
- Шаг #4
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.
- Шаг #5
 Вставляем трубы в насадки паяльника
Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.
- Шаг #6
 Плавно вставляем детали друг в друга
Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
Необходимо следить за соосностью получившегося соединения.
- Шаг #7
После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
 Выбираем материал для утепления труб отопления: обзор доступных материалов, на какие параметры следует обратить внимание в первую очередь.
Выбираем материал для утепления труб отопления: обзор доступных материалов, на какие параметры следует обратить внимание в первую очередь.
Сравниваем ПП трубы с другими видами труб для отопления https://teplius.ru/truby/vybor-t/kakie-luchshe.html
Пайка армированных труб
ПП трубы, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками по рабочему давлению и температуре, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированной алюминиевой прослойкой трубы, перед тем как вставить ее в нагревательную насадку электропаяльника, необходимо удалить с конца трубы наружный полипропиленовый слой и алюминиевую оболочку на необходимую длину соединения деталей.
Осуществляется это с помощью специального резака для труб или острого ножа.
Для проведения пайки труб, армированных стекловолокном, такую операцию проводить не нужно.
Видео: как паять армированные полипропиленовые трубы
 При выборе системы отопления необходимо учитывать, как эффективность обогрева помещений, так и текущие и плановые расходы на монтаж и дальнейшее обслуживание системы оборудования. Сравнение однотрубной и двухтрубной системы отопления для частного дома.
При выборе системы отопления необходимо учитывать, как эффективность обогрева помещений, так и текущие и плановые расходы на монтаж и дальнейшее обслуживание системы оборудования. Сравнение однотрубной и двухтрубной системы отопления для частного дома.
Узнать о способах регулировки температуры радиаторов отопления.
Качество воды для котлов
В теплоэнергетике большое внимание уделяется вопросам водоочистки и водоподготовки. Качество воды в котлах имеет важное значение – от него зависит эффективность использования оборудования. Одной из важнейших задач на этапе проектирования котловой системы является точное определение химического состава и физических свойств жидкого теплоносителя.
Использование неподготовленной жидкости – не отвечающей требованиям по качеству воды для котлов – может привести к потерям мощности, а при длительной эксплуатации к неисправностям и аварийности котельной установки. Требования к теплоносителю устанавливаются действующими нормативными документами и производителями оборудования. Для каждой из его разновидностей утверждаются определенные параметры, обеспечивающие оптимальный режим работы системы.
Определение нормы качества воды котлов и ее влияние на котлы
Режимы работы теплоэнергетических установок подбираются таким образом, чтобы добиться их максимальной эффективности. В таких условиях требования к качеству используемой в котлах воды существенно возрастают, и на предприятиях организуется постоянный контроль ее химического состава по следующим показателям:
- Прозрачность, щелочность и жесткость.
- Содержание хлоридов, фосфатов, нитратов, соединений железа, других солей и сухого остатка.
- Концентрация аммиака, свободной углекислоты и растворенного кислорода.
- Показатели кислотно-щелочного баланса pH.
Исследования параметров качества питательной и подпиточной воды котлов проводятся специализированными лабораториями с использованием методик, утвержденных действующим РТМ. Анализы жидкости выполняются на основании ГОСТ 2761 с выдачей письменного заключения. Несоблюдение установленного водно-химического режима приводит к образованию на внутренних поверхностях котла и трубопроводов:
Отложения в теплообменниках и трубопроводах, появляющиеся из-за того, что не соблюдены требования качества воды для котлов, уменьшают их эффективное сечение и ухудшают процессы теплоотдачи. Происходит локальный перегрев оборудования, накопление усталостных изменений металла и его растрескивание. Деструктивные процессы усугубляются образованием накипи и очагов глубокой коррозии, что приводит к отказам и авариям котельных установок. Возрастают затраты на обслуживание и ремонт системы теплоснабжения.
Вода для котельных установок: основные разновидности
Основными источниками водоснабжения для теплоэнергетики являются открытые водоемы, а также скважины: артезианские и грунтовые. Вода, используемая для обеспечения работы котлоустановок и систем отопления, классифицируется согласно СП 89.13330.2012:
Чтобы выполнить требования к качеству воды в котлах, нужно провести исследование её состава. Анализ воды из открытых и подземных источников производится аккредитованной лабораторией в разные периоды года. В зимний, летний и осенне-весенний сезон качество и состав жидкости могут существенно различаться.
Качество питательной воды для котлов: основные требования и нормативная документация
Вопросы безопасности теплоэнергетических сетей в нашей стране регулируются на законодательном уровне. В частности, параметры качества очищенной воды для котловых установок устанавливаются Федеральными нормами и правилами, утвержденными приказом ФСЭТАН (Ростехнадзора) № 116 от 25.03.2014 г.
Нормы качества воды для котлов – основные показатели жидких теплоносителей – определяются нормативными документами:
Требования к теплоносителям-жидкостям, применяемым в жаротрубных и водогрейных установках, устанавливаются заводами-изготовителями оборудования. Такие нормативы обычно указываются в руководстве по эксплуатации или в техническом паспорте. При необходимости эти данные следует запросить у компании-производителя.
Показатели качества воды для котлов
Химический состав и физические свойства теплоносителя определяются, исходя из особенностей эксплуатации теплоэнергетического оборудования. Требования к качеству жидкости по прозрачности, жесткости и концентрации растворенного кислорода устанавливаются для каждой из разновидностей котлов котловой станции:
- Паровые (газотрубные).
- Водогрейные.
- Водотрубные (в том числе и бойлеры).
- Котлоустановки высокого и низкого давления.
Точное соблюдение водно-химического режима обеспечивает бесперебойное функционирование теплоэнергетического оборудования с максимальной эффективностью. Контроль качества теплоносителя проводится периодически – это предписано требованиями технической и технологической документации.
Котлы паровые – водный режим качества воды
Для обеспечения работы котельных установок данного типа используются разные виды топлив, в том числе и жидкие. Вода питательная для паровых котловых установок должна иметь такие характеристики:
- Номинальная прозрачность (определяется по размеру текста лабораторным способом): не менее 40 см.
- Жесткость воды: до 30 мкг∙экв/кг.
- Предельное содержание кислорода: 50 мкг/кг.
Последний параметр регламентируется для котлоустановок, способных производить не менее 2 000 кг перегретого пара в час. При этом для установок с экономайзером, изготовленном из чугуна или вовсе его не имеющего, допустимая концентрация кислорода устанавливается по верхнему пределу.
Водогрейные – нормы качества воды котлов
Параметры воды для оборудования горячего водоснабжения устанавливаются раздельно для систем открытого и закрытого типов. Они регламентируются для разных рабочих температур в диапазоне от 115 до 200°C и для них установлены такие параметры:
- Прозрачность: 40 см.
- Показатель pH: до 8,5.
- Содержание иных веществ: растворенного кислорода – до 50 мкг/кг; солей железа – до 500 мкг/кг;
- нефтепродуктов – до 1,0 мг/кг.
Какие предъявляются требования к качеству воды для промышленных котлов? В сетях теплоснабжения закрытого типа возможно использование воды с минимальным уровнем pH в 7,0 и максимальным – до 11,0. Если же водогрейная котлоустановка функционирует одновременно с бойлером, у которого латунный теплообменник, данный параметр должен быть не более – 9,5.
В теплоносителе для котельных установок водогрейного типа согласно действующим нормативам не должно быть свободной углекислоты. После ремонта и при включении оборудования после долгого простоя допускается отклонение от указанных параметров на срок не более 28 дней.
Водотрубные котлы – качество воды
Теплоэнергетические установки данного типа работают на мазуте, угле или природном газе. В водотрубных котлах, рассчитанных на давление до 4,0 МПа, используют теплоносители со следующими параметрами:
- Показатель прозрачности: 40 см.
- Общее содержание: железа и меди – 50 мг/дм3 и 10 мг/дм 3 ; кислорода – до 100 мг/кг.
- Количество нефтепродуктов: до 5 мг/кг.
Уровень pH для прямого и обратного сетевого теплоносителя, используемого в водогрейных котельных установках, составляет 8,5-10,5. В некоторых случаях при наличии надлежащего обоснования допускается его уменьшение до 7,0 единиц.
Нормы качества воды для прямоточных котлов
Для таких энергоустановок устанавливаются наиболее жесткие требования к качественным характеристикам применяемой воды. Основные физико-химические параметры теплоносителя:
- Жесткость: до 1 мкг∙экв/дм 3 .
- Электропроводимость: 0,3 мкОм/см.
- Содержание: натрия – 5 мкг/кг; кремниевой кислоты – 1 5 мкг/кг; железа – 10 мкг/кг; кислорода – до 400 мкг/дм 3 ; меди – 5 мкг/дм 3 ; нефтепродуктов – 0,1 мг/дм 3 .
На электростанциях, укомплектованных прямоточными котельными установками с проектным давлением пара в 14 МПа, для поступающей из конденсатосборника воды допускается незначительное увеличение концентрации железа до предельного показателя 20 мкг/ дм 3 .
Качество воды для котлов высокого и низкого давления
Для парогазового оборудования, работающего вместе с высоконапорной котлоустановкой, в процессе водоподготовки достигаются исключительно высокие показатели теплоносителя. Сетевая вода для котлов, работающих под высоким давлением (до 14 МПа), должна иметь параметры:
- Жесткость удельная: до 7 мкг∙экв/кг.
- Содержание общего железа: не более 20 мкг/кг.
- Концентрация растворенного кислорода: до 10 мкг/кг.
- Солесодержание: до 200 мкг/кг.
- Удельная электропроводность : до 1,5 мкОм/см.
- Количество нефтепродуктов: не свыше 0,3 мг/кг.
Качество исходной воды для котлов не может превышать эти значения, указанные в стандартах. Для котлоустановок низкого давления (до 4 МПа) параметры качества теплоносителя менее жесткие по содержанию некоторых примесей. Также не регламентируется солесодержание, электропроводность и концентрация нефтепродуктов.
Уровень pH в подготовленной воде при температуре 25 °C и нормальном атмосферном давлении должен быть в пределах от 9,0 до 9,2. Для парогенераторов, работающих на природном газе (метане), допускается превышение нормативов по общему содержанию железа на 50% от указанных.
Влияние качества воды на котлы
Важно соблюдать нормы качества питательной воды и пара котлов. Высокое качество сетевой, питательной, подпиточной и котловой воды обеспечивает сохранение ресурса котельной установки и снижение затрат на ее содержание и обслуживание. Для каждой из разновидностей котлов: парового, водогрейного, водотрубного и прямоточного необходим теплоноситель с определенными показателями. Соответствие его установленным нормативным требованиям к качеству воды по эксплуатации котлов позволит добиться максимальной эффективности теплоэнергетического оборудования.
Польза и вред воды
Вода это чудо созданное природой и без нее не может прожить ни один организм на земле, притом вода, которая состоит всего из двух молекул, представляет вещество, которое не имеет вкуса и запаха, тем не менее, вся польза и вред питьевой воды многим неизвестна.
Но она может менять свое состояние и при определенных условиях, всем известным, переходит из газообразной формы в жидкую, а затем и твердое состояние.
Утверждают, что вода бывает живой и мертвой, но это утверждение не относится к биологической жизни, как камень или железо, безусловно, здесь идет речь о свойствах воды, когда меняется ее состояние и внутренняя кристаллическая решетка.
Поэтому вся польза и вред питьевой воды изучалось много веков и нашли у нее тысячи свойств, например, она не меняет химический состав при кипячении, в ней только убиваются бактерии, но в этом случае она не становится мертвой, как некоторые так считают.
Как мы уже говорили, что без питьевой воды не может существовать ни один живой организм и вот несколько причин в подтверждении этого, первое это то, что вода благоприятно действует на клетки организма, в том числе на клетки кожи, без нее она становится дряблой и быстро стареет.
Без воды невозможно вывести из организма шлаки, что дает возможность организму не отравиться продуктами метаболизма.
Вся польза воды состоит в том, что она уменьшает вязкость крови, то при употреблении ее в количестве не менее двух литров в сутки, снижается риск заболеванием инфаркта или инсульта.
Вода является естественной смазкой для суставов человека, и врачи утверждают, что недостаточное количество воды в организме вызывает мышечные спазмы, поэтому все спортсмены должны употреблять воду до и после тренировки, да и не только спортсмены, а все, кто хочет прожить долгую жизнь без болезней.
Всем известно, что вода выходит из организма человека несколькими путями, это выделительная система, почки и прямая кишка, а также вода теряется при дыхании, потоотделении, а восстанавливаем потери воды, очень неохотно.
Всем известна польза питьевой воды и поэтому ее следует пить в количестве 2-х л в сутки, а пополняют запасы воды в организме, только при употреблении кофе, чая, компотов, фруктовых соков, супов и других продуктов, но только не чистой воды. Организм требует для своей работы именно чистую воду, но не разбавленную другими продуктами.
При потере воды, при обезвоживании организма, начинаются головные боли, наступает раздражительность, мозг не получает достаточно жидкую кровь, в результате чего начинают появляться галлюцинации, а затем и смерть, поэтому польза воды огромна.
Польза питьевой воды состоит в том, что она необходима для нормального пищеварения, вода способствует увеличению перистальтики кишечника, вода участвует во всех химико-биологических процессах желудочно-кишечного тракта, она предотвращает запоры, и благодаря ей, из организма выходят шлаки.
Польза воды состоит в сохранении организма от обезвоживания, что приводит к снижению иммунитета, в связи с этим и могут происходить заболевания инфекционного характера, не будут в достаточном количестве вымываться микроорганизмы, а иммунная система будет плохо работать от обезвоживания.
Вся польза воды состоит в том, что она играет немаловажную роль в метаболизме организма и является терморегулятором, работает как система охлаждения или наоборот подогрева, особенно хорошо это видно при физических нагрузках, когда увеличивается выделение пота, и благодаря ему, организм человека не перегревается, но требует дополнительного питья, в этом будет большая польза воды.
Принято считать, что вода сжигает жир, особенно при занятии спортом или при любых физических нагрузках, выделяется большое количество пота и вместе с ним и части жира, что и уменьшает вес человека, и он худеет. В заключение можно отметить, что вода улучшает общее самочувствие человека, при любых заболеваниях, врачи советуют употреблять больше воды, что способствует лучшему выведению шлаков из организма, а при высокой температуре, действует, как жаропонижающее свойство.
Мы рассмотрели вопрос о пользе и вреде воды для организма, но вот вопрос, какую воду пить, ведь, как мы не знаем. Вода не имеет, ни запаха, ни цвета, а вот наша пищевая, или водопроводная вода, имеет и то и другое и третье, примеси, которые являются для нашего организма ядами, поэтому вода может принести вред.
Вода в организме играет главную роль в обменных процессах, поэтому, при ее употреблении, из-за некачественной воды может произойти сбой во всех системах организма, в связи с тем, что вместе с водой в организм попадают различные химические вещества, часто ядовитые, этим обусловлен вред воды.
Почему человечество не задумается, что загрязняя источники воды, мы убиваем будущее поколение, поэтому люди все больше задумываются о той воде, которую пьют, но вода приносит вред.
Чтобы хоть как-то избежать опасности, которую несет вода, полученная из загрязненных источников, следует ее, хотя бы, кипятить, даже из природных источников, так как вода может мигрировать под землей на сотни километров от загрязненного источника и при этом заражает родниковую или колодезную воду и приносит вред.
Кроме кипячения, следует применять угольные фильтры, они очищают воду от хлорных соединений, вредных канцерогенов, тяжелых металлов и других веществ. Плохо то, что фильтры можно использовать непродолжительное время, а затем менять иначе в них могут скапливаться бактерии, вредные вещества, которые еще больше принесут вреда здоровью.
Вред при фильтровании воды бывает в том случае, когда в нее попадают частицы угольной пыли, а при кипячении такой воды вырабатывается опасный диоксид, и он является опасным канцерогеном, который способен вызывать развитие раковых заболеваний, в этом случае вода приносит вред.
ФБУЗ Центр гигиены и эпидемиологии в РИ
Водно-химический режим котла

Опубликовано: 23 мая 2019 г.
А. Марфина, инженер технической поддержки ООО «Спиракс-Сарко Инжиниринг»
Нормальная работа парового котла и всей пароконденсатной системы прежде всего обуславливается качеством питательной воды. Хорошая питьевая вода необязательно подойдет в качестве питательной воды котла. Содержащиеся в питьевой воде минералы и вещества легко растворяются в теле человека, более того, они ему необходимы. Однако для котлов наличие в воде минералов является существенной проблемой. Если эти минералы и вещества не удалить из воды, они могут повредить котел.
Примеси, часто встречающиеся в сырой воде, можно классифицировать следующим образом:
– Растворенные твердые вещества.
Это вещества, которые растворяются в воде и основными из них являются карбонаты и сульфаты кальция и магния, которые при нагреве откладываются на горячих поверхностях и образуют накипь. Существуют и другие растворимые вещества, которые не образуют накипи, поэтому они менее опасны для котла.
– Взвешенные в воде вещества.
Эти вещества находятся в воде в виде взвеси и обычно имеют минеральное или органическое происхождение. Эти вещества, как правило, не представляют проблемы, так как могут быть легко отфильтрованы и удалены.
– Растворенные газы.
Кислород и двуокись углерода легко растворяются в воде, и их наличие вызывает активную коррозию элементов конструкции котла.
– Вещества, образующие пену и представляющие собой различные минеральные примеси.
Примером такого вещества может служить сода в виде карбоната, хлорида или сульфата. Количество примесей в воде чрезвычайно мало, и в результатах анализа воды оно обычно выражается в числе частиц на миллион (ppm), по весу или в миллиграммах на литр (мг/л). Важнейшими показателями качества воды для использования являются: концентрация грубодисперсных примесей (ГДП); концентрация коррозионно-активных газов; водородный показатель (рН); окисляемость; жесткость; содержание кремния; щелочность; общее солесодержание (TDS).
Вода бывает мягкой и жесткой. В жесткой воде содержатся примеси, приводящие к образованию накипи, тогда как в мягкой воде таких примесей нет, либо они есть, но в минимальных количествах. Жесткость обусловлена присутствием в воде минеральных солей кальция и магния. Эти же минералы приводят к образованию накипи.
Существует две общепринятые разновидности жесткости воды:
1. Щелочная жесткость (она известна также под названием «временная жесткость»), которая обусловлена бикарбонатами кальция и магния. Эти соли растворяются в воде и образуют щелочной раствор. При нагреве воды эти соли распадаются, образуя двуокись углерода и мягкую накипь или осадок. Иногда используют термин «временная жесткость», так как жесткость воды при кипячении уменьшается. Результатом того, что вода имеет временную жесткость, является, например, накипь на внутренней поверхности электрического чайника.
В котле происходят следующие химические реакции:
Двуокись углерода соединяется с водой, образуя угольную кислоту:
Известняк (карбонат кальция) растворяется угольной кислотой и образует бикарбонат кальция:
Образование карбоната кальция:
И подобное ему образование карбоната магния:
2. Нещелочная жесткость воды и карбонаты (ее также называют постоянной жесткостью). Эта жесткость также обусловлена присутствием в воде солей кальция и магния, но в виде сульфатов и хлоридов. Эти соли при повышении температуры из-за их пониженной растворимости уходят в осадок и образуют накипь, которую трудно удалить.
Кроме того, присутствие в воде котла оксида кремния может приводить к образованию жесткой накипи, которая вступает в реакцию с солями кальция и магния, образуя силикаты, твердые отложения которых значительно ухудшают теплопередачу и приводят к локальному перегреву котельных труб.
Общая жесткость воды не относится к определенному типу жесткости. Она представляет собой сумму концентраций в воде ионов кальция и магния, выражаемых как СаСО3. Если вода имеет повышенную щелочность, пропорция этой жесткости, равная по величине общей щелочности, также выражаемая как СаСО3, считается щелочной жесткостью, а оставшаяся часть общей жесткости считается нещелочной жесткостью.
Нещелочная жесткость (постоянная) + щелочная жесткость (временная) → общая жесткость.
В воде также присутствуют соли, не приводящие к образованию накипи, такие как соли натрия. Они растворяются в воде намного легче, чем соли кальция и магния, и как правило не образуют накипи на поверхностях котла.
Общая жесткость + соли, не повышающие жесткость → общее солесодержание
Следует рассмотреть еще один термин — водородный показатель рН. Это не количественный показатель загрязнения воды. рН — это просто численное значение, представляющее потенциальное содержание водорода в воде, и являющееся мерой либо кислотности, либо щелочности воды. Вода (Н2О) содержит ионы двух типов — ионы водорода (Н+) и гидроксильные ионы (ОН–).
Если ионы водорода доминируют, раствор является кислым, и показатель рН для него находится между 0 и 6. Если же доминируют гидроксильные ионы, раствор является щелочным, и показатель рН для него находится между 8 и 14. Если количество ионов водорода и гидроксильных ионов одинаково, раствор является нейтральным, и показатель рН для него равен 7.
Кислотность и щелочность повышают электропроводимость воды по сравнению с электропроводимостью нейтрального раствора. Например, проба воды с рН = 12 имеет более высокую электропроводимость, чем проба с рН = 7.
Для улучшения качества питательной и котловой воды и приведения ее к действующим нормам воду подвергают специальной очистке (обработке). Обработка может быть:
– докотловой, при которой добавочная или вся питательная вода подвергается очистке до поступления ее в котел,
– внутрикотловой, при которой очистка котловой воды осуществляется внутри самого котла.

Ниже приведены типичные методы водоподготовки.
– Обратный осмос. Процесс, в котором сырая вода проходит через полупроницаемую мембрану, пропускающую только молекулы воды и задерживающую все примеси.
– Реагентный метод. При известковом умягчении гидратированная известь (гидроксид кальция) вступает в реакцию с бикарбонатами кальция и магния, и образуется осадок, который можно удалить. Так можно уменьшить щелочную (временную) жесткость воды. При помощи известково-содового умягчения (кальцинированной содой) можно путем химических реакций уменьшить нещелочную (постоянную) жесткость.
– Ионообменный метод. Для подготовки питательной воды котлов, производящих насыщенный пар, этот метод используют наиболее широко.
Применение того или иного метода или их комбинация позволяют получить питательную воду необходимого качества. Требования к водно-химическим режимам паровых жаро- и водотрубных котлов давлением до 20 бар существенно отличаются (см. табл. 1).
Таблица 1. Типичные требования к водно-химическим режимам паровых жаро- и водотрубных котлов давлением до 20 бар
Требования к питательной
воде
Жаротрубный котел
Водотрубный котел
не более 300 мкСм/см (5% предельного значения для котловой воды)
не более 0,01 ммоль/л
не более 0,2 ммоль/л
Щелочность (по фенол-
Содержание кислорода (О2)
Содержание железа (Fe)
не более 0,05 мг/л
не более 0,02 мг/л
не более 7,5 мг/л (5% предельного значения для котловой воды)
не более 0,01 ммоль/л
не более 0,05 мг/л
Электропроводимость при 25°С
менее 6000 мкСм/см
менее 6000 мкСм/см
Содержание фосфата (РО4-3)
Содержание кислородосвязывающего средства (сульфит натрия
Содержание кремниевой кислоты
В связи с большими удельными тепловыми потоками в жаровой трубе и поворотной камере по сравнению с водотрубными котлами к качеству воды жаротрубных котлов предъявляют более жесткие требования. Неоптимальная организация водного режима ведет к ухудшению теплопередачи, образованию шлама, развитию интенсивной коррозии. Все эти факторы ведут к уменьшению срока службы оборудования и увеличению стоимости обслуживания и ремонта, снижению рентабельности и увеличению частоты простоев.
Основным средством для поддержания требуемого нормами качества котловой воды, кроме соответствующей обработки исходной воды и, если требуется, конденсата, является продувка котла. С помощью продувки представляется возможным в широких пределах регулировать концентрации солей и щелочей в котловой воде, удалять из котла взвешенные вещества и шламовидные осадки.
Соблюдение рационального режима продувок котлов является одним из важнейших мероприятий по организации водного режима, обеспечивающего нормальную работу котлов. Чем больше потери конденсата в общем пароконденсатном балансе предприятия, тем больше значение продувки и потери тепла. Существует два способа продувки котлов: периодическая и непрерывная.
Периодическая продувка осуществляется для удаления грубодисперсного шлама, оседающего в нижних коллекторах (барабанах) водотрубных котлов и нижних частях корпусов жаротрубных котлов. Периодическая продувка проводится по установленному графику в зависимости от типа котла. Открытие клапана периодической продувки осуществляется на непродолжительное время, за которое шлам успевает полностью удалиться. Производители современных жаротрубных котлов предлагают системы автоматической периодической продувки по таймеру. В первую очередь это необходимо для котельных, работающих в полностью автоматическом режиме.
Непрерывная продувка осуществляется для поддержания в котловой воде допустимого солесодержания, обеспечивающего получение чистого пара. В жаротрубных котлах непрерывная продувка обычно осуществляется от зоны зеркала испарения, где скапливается наибольшее количество солей. В водотрубных котлах со ступенчатым испарением продувка проводится из соленых отсеков паровых (верхних) барабанов.
Количество продувочной воды нормируется по общему солесодержанию (сухому остатку), значение которого обуславливается типом котла, его конструктивными особенностями и определяется производителем. Абсолютное значение щелочности котловой (продувочной) воды не нормируется. Тем не менее, пониженная щелочность котловой воды усиливает процесс коррозии, заключающийся в разъедании и изъязвлении стенок корпусов и труб.
Повышенный же уровень щелочности приводит к повышенному пенообразованию на поверхности зеркала испарения, а в худшем случае может привести к вспениванию во всем объеме, что, в свою очередь, приведет с срабатыванию системы защиты по низкому уровню и отключению горелки. Таким образом необходимо обеспечивать нормальный уровень щелочности котловой воды, что достигается правильной организацией водоподготовки.
Часто уровень щелочности поддерживают с помощью непрерывной продувки котла. У такого способа есть ряд существенных недостатков:
– сложность / невозможность автоматизации из-за высоких температур воды;
– неконтролируемые изменения уровня щелочности между периодами контроля;
– существенно большие объемы продувки и, соответственно, потери тепла, чем при продувке по общему солесодержанию.
Современные автоматические системы непрерывной продувки предназначены для продувки по общему солесодержанию. Принцип действия системы основан на измерении электропроводимости воды в котле, по которой можно судить об общем солесодержании.
Контроллер получает сигнал от датчика, определяет значение проводимости и сравнивает ее с заданным значением, которое определено пользователем и внесено в память контроллера продувок. Если измеренное значение больше заданного, регулирующий продувочный клапан открывается и остается открытым до тех пор, пока не будет достигнуто заданное значение. Как правило, пользователь может также отрегулировать «зону нечувствительности» системы, чтобы она не срабатывала часто и без оснований. Такие системы позволяют поддерживать среднее значение солесодержания котловой воды на уровне близком к максимальному и тем самым снижать количество продувочной воды до минимума.
Рис. 1. Типичная система непрерывной верхней продувки котла по общему солесодержани

Автоматическими системами непрерывной продувки по общему солесодержанию могут оснащаться и жаротрубные, и водотрубные котлы, однако из-за относительно небольшого объема воды в паровом барабане, вспенивание которой недопустимо даже в малых количествах, водотрубные котлы более чувствительны к повышенной щелочности котловой воды. Таким образом, при организации автоматической системы продувки по общему солесодержанию котловой воды в водотрубных котлах необходимо с особым вниманием относится к контролю щелочности на этапе водоподготовки.
Иммунитет от некачественной котловой воды
Как для больших, установок нагрева воды в котельных обслуживающих городские микрорайоны, так и для индивидуальных систем отопления, большую роль играет качество используемой воды. Так сложилось, что в большинстве установок отопления используется в качестве теплоносителя обычная водопроводная вода. Поэтому иммунитет вашего котла будет зависеть, от того насколько подготовлена вода к выполнению функции теплоносителя. Исходя из этого проблемам подготовки воды, ее очистки и умягчения уделяется так много внимания и времени. В этом случае иметь основные понятия относительно того, как правильно использовать ту или иную методику важно и владельцам автономных систем отопления.
Котловая вода, жесткость и иные показатели воды
 Прежде чем приступить к рассмотрению вопросов связанных с определением качества воды, ее особенностей и технологии подготовки к использованию в системах отопления необходимо определиться с понятиями, которые будут использоваться в публикации.
Прежде чем приступить к рассмотрению вопросов связанных с определением качества воды, ее особенностей и технологии подготовки к использованию в системах отопления необходимо определиться с понятиями, которые будут использоваться в публикации.
Прежде всего, необходимо рассмотреть смысл понятия котловая вода. В техническом смысле это теплоноситель, на основе водопроводной воды используемый в открытых и закрытых системах отопления. По своим качественным характеристикам такая вода должна отвечать ряду требований, в частности по насыщенности ее нерастворимыми солями магния и калия, содержанию в ней растворимых газов и щелочноземельных металлов. Прежде чем поступить в систему отопления проходит цикл умягчения котловой воды, в ходе которого, прежде всего, убирается или уменьшается до нормативных параметров такой показатель, как жесткость воды.
Жесткость котловой воды это совокупная характеристика физических и химических свойств воды связанных с наличием в ее составе веществ вызывающих временную и постоянную жесткость воды. Основными показателями жесткости выступают гидрокарбонатные соединения на основе магния и кальция в виде временной жесткости, а также хлориды и сульфаты этих веществ, присутствующие в виде нерастворимых веществ.
Способы умягчения котловой воды – методы и технологии обработки природной воды, призванные снизить или удалить из ее содержания не только соединения магния и кальция, но и другие вещества, влияющие на качество жидкости. К числу таких веществ могут относиться железо и его соединения, нефтепродукты, продукты распада органических веществ, растворимые газы и частички грунта, попадающие в водопровод из открытых или подземных источников.
Требования к котловой воде: как уберечь котел от преждевременной поломки
 По статистике, примерно 90-95% поломок котельного оборудования в период гарантийного срока эксплуатации связано с использованием некачественной котловой воды или нарушением технологии ее подготовки к использованию ее в системе отопления. Эта статистика относится не только к промышленным котельным, она также справедлива и относительно к котлам индивидуального отопления, где объем теплоносителя обычно составляет 50-100 литров.
По статистике, примерно 90-95% поломок котельного оборудования в период гарантийного срока эксплуатации связано с использованием некачественной котловой воды или нарушением технологии ее подготовки к использованию ее в системе отопления. Эта статистика относится не только к промышленным котельным, она также справедлива и относительно к котлам индивидуального отопления, где объем теплоносителя обычно составляет 50-100 литров.
Чаще всего в оценке качества воды, применяются стандартны и нормы, изложенные в ГОСТ, регламентирующих работу котельного оборудования и порядок оценки состояние воды, применяемой для подпитки котельных установок.
В перечне обязательных проб, оценивающих качество жидкости перед заливкой в систему отопления, оцениваются следующие физические и химические параметры:
- Прозрачность воды;
- Щелочная реакция;
- Жесткость по кальцию и магнию;
- Содержания в жидкости веществ органического и неорганического происхождения;
- Наличия соединений железа, растворенных газов, в том числе кислорода;
- Объем свободной углекислоты в жидкости;
- Содержания нерастворимых солей и других вкраплений, которые не растворяются;
- Значения кислотно-щелочного баланса pH.
Важность проведения анализа технической воды
 Качество воды, ее химических и физических характеристик напрямую влияет на работоспособность системы отопления. Нормы и характеристики котловой воды, изложенные в документации производителей к оборудованию, напрямую указывают, к каким характеристикам должна быть приведена воды, прежде чем поступить в систему отопления. Именно поэтому так важно проведение анализа основных характеристик, таких как жесткость котловой воды, наличие растворенных газов, степень очистки во время умягчения котловой воды.
Качество воды, ее химических и физических характеристик напрямую влияет на работоспособность системы отопления. Нормы и характеристики котловой воды, изложенные в документации производителей к оборудованию, напрямую указывают, к каким характеристикам должна быть приведена воды, прежде чем поступить в систему отопления. Именно поэтому так важно проведение анализа основных характеристик, таких как жесткость котловой воды, наличие растворенных газов, степень очистки во время умягчения котловой воды.
Своевременный анализ технической воды позволяет обеспечить решение ряда комплексных задач связанных с эксплуатацией оборудования:
- Обеспечить безопасную работу котельного оборудования и приборов отопления;
- Обеспечить максимальную теплоотдачу теплоносителя;
- Существенно экономить топливо и энергоносители;
- Снизить расходы на профилактические ремонты, увеличить сроки эксплуатации оборудования в межремонтный период;
- Увеличить срок службы оборудования.
Эти задачи невозможно решить без использования умягченной котловой воды отвечающей строгим критериям технических условий. Постоянный контроль качества жидкости теплоносителя дает возможность предупредить следующие нежелательные моменты, возникающие при использовании некачественной воды:
- Образования накипи на стенках теплообменников котлов, труб радиаторов отопления;
- Повышенная коррозия внутренних поверхностей труб и радиаторов;
- Загрязнение запорной и регулирующей арматуры, вследствие чего возникает необходимость в дополнительных ремонтах и обслуживании и настройке контрольно-измерительной аппаратуры котельной.
На что влияет качество котловой воды
Рассматривая все возможные варианты использования в системе отопления необработанной воды необходимо выделить три основных момента негативного ее влияния на работоспособность оборудования.
Образование накипи
 Наиболее часто встречающаяся проблема при использовании воды с повышенной жесткостью в системе отопления это образование накипи. Жесткость котловой воды, как известно, характеризуется временными и постоянными показателями. Временная жесткость котловой воды связана с тем, что в период нагрева и кипячения воды соли входящие в состав включений распадаются на соли и углекислый газ. Излишки газа в котлах отводятся при помощи воздушных клапанов, а вот соли оседают на внутренних поверхностях оборудования. Накипь на стенках теплообменника образует нерастворимую корку, которая сужает просвет для прохождения теплоносителя и существенно снижает теплоотдачу оборудования. Как и в котлах накипь на стенках труб и батарей становится существенной преградой для циркуляции теплоносителя. Для поддержания нормального режима отопления, в таком случае требуется больший напор жидкости и более ее высокая температура. Как следствие этого процесса отопительный котел будет требовать большего количества топлива, а система увеличения напора для прокачки теплоносителя.
Наиболее часто встречающаяся проблема при использовании воды с повышенной жесткостью в системе отопления это образование накипи. Жесткость котловой воды, как известно, характеризуется временными и постоянными показателями. Временная жесткость котловой воды связана с тем, что в период нагрева и кипячения воды соли входящие в состав включений распадаются на соли и углекислый газ. Излишки газа в котлах отводятся при помощи воздушных клапанов, а вот соли оседают на внутренних поверхностях оборудования. Накипь на стенках теплообменника образует нерастворимую корку, которая сужает просвет для прохождения теплоносителя и существенно снижает теплоотдачу оборудования. Как и в котлах накипь на стенках труб и батарей становится существенной преградой для циркуляции теплоносителя. Для поддержания нормального режима отопления, в таком случае требуется больший напор жидкости и более ее высокая температура. Как следствие этого процесса отопительный котел будет требовать большего количества топлива, а система увеличения напора для прокачки теплоносителя.
Коррозия металла
Как известно, определенная жесткость котловой воды все-таки необходима для теплоносителя. Это связано с тем, что при нагреве не происходит ускоренное закипание и пенообразование. Однако, если не выдерживается стандарт качества жидкости в процессе работы из воды выделяется большое количество активных газов. Прежде всего, выделяются кислород и углекислый газ. При повышении концентрации в замкнутом пространстве системы отопления начинается не только процесс завоздушивания системы, но и будет ускоряться коррозия металла. Этот процесс особенно ярко проявляется в разрушении внутренних полостей трубопроводов, местах соединений и установки запорной арматуры из легких металлов и сплавов. Не будет исключением и теплообменник котла, в котором наиболее уязвимыми местами станут точки сварных соединений и швы труб.
Загрязнение воды примесями
Попадание в жидкость теплоносителя нерастворимых примесей, как раз и становится причиной создания аварийных ситуаций, из-за блокировки частицами агрегатов системы управления. Так, нерастворимые частицы, попадая в систему, через некоторое время циркуляции по трубам и радиаторам начинают выполнять роль абразива, сбивая на своем пути частицы накипи и ржавчины. Оседая в радиаторах такой мусор, становится преградой для движения жидкости, в результате чего уменьшается скорость потока. Не менее опасно оседание таких частиц и на узлах регулирующей аппаратуры. В нужное время клапаны и задвижки не в состоянии перекрыть или наоборот открыть проток из-за чего возникаю ситуации перегрева и неконтролируемого увеличения давления в системе.
Однако избежать таких ситуаций поможет своевременный контроль качества котловой воды и проведение мероприятий по умягчению жидкости перед заливкой в систему.
Как проверить жесткость воды в домашних условиях?
 Чтобы убедиться в том, присутствуют ли соли металлов в воде достаточно использовать методы, обеспечивающие приблизительное определение жесткости воды. Другое дело, когда требуется определить, насколько вода насыщена солями кальция и магния. В этом случае необходимо более точное тестирование.
Чтобы убедиться в том, присутствуют ли соли металлов в воде достаточно использовать методы, обеспечивающие приблизительное определение жесткости воды. Другое дело, когда требуется определить, насколько вода насыщена солями кальция и магния. В этом случае необходимо более точное тестирование.
К народным методам относятся два основных метода. Первый заключается в использовании мыла. В емкость набирают воду и опускают кусочек мыла. При небольшой жесткости мыло быстро начнет растворяться и при взбалтывании начнет образовываться пена. В жесткой воде мыло будет растворяться плохо, да и после растворения пену получить не получится, мыло хлопьями осядет на дно.
Второй метод потребует заварить чай. В качестве заварки используется крупнолистовой чай. После того как чай заварится достаточно взглянуть на него чтобы сразу стало понятно насколько вода насыщена солями – густой и мутный напиток свидетельствует о большом содержании солей в воде.
Оптимальный вариант проверки жесткости воды в домашних условиях заключается в использовании тест-полосок. Приобрести их можно в аптеках или цветочных магазинах. Суть пробы заключается в реакции реагента на полоске на концентрацию солей. По изменению цвета реагента можно определить процентное содержание солей в жидкости.  А чтобы получить более точный результат достаточно тест-полоску сравнить с контрольной таблицей. Большинство полосок точно показывают результат. Так если тест показал наличие 10 единиц жесткости, то такая вода не подходит даже для технических нужд, а если он оказался меньше 1-1,5 единиц, то такая вода подходит под стандарт питьевой воды.
А чтобы получить более точный результат достаточно тест-полоску сравнить с контрольной таблицей. Большинство полосок точно показывают результат. Так если тест показал наличие 10 единиц жесткости, то такая вода не подходит даже для технических нужд, а если он оказался меньше 1-1,5 единиц, то такая вода подходит под стандарт питьевой воды.
Популярные способы умягчения котловой воды
 Для подготовки воды в домашних условиях используются в основном бытовые фильтры и кустарные методы умягчения воды. Чаще всего советуют использовать родниковую или дождевую воду для заливки в систему, основным аргументом такого метода выступает то, что это наиболее чистая природная вода. Альтернативой этому выступает метод многоступенчатой фильтрации – сначала обычный сетчатый фильтр, потом фильтр тонкой очистки, потом угольный и наконец, соляной фильтр. Но и этот метод не позволяет получить нужный эффект. Очистив воду от нерастворимых примесей фильтра не в состоянии убрать кальций и магний из жидкости.
Для подготовки воды в домашних условиях используются в основном бытовые фильтры и кустарные методы умягчения воды. Чаще всего советуют использовать родниковую или дождевую воду для заливки в систему, основным аргументом такого метода выступает то, что это наиболее чистая природная вода. Альтернативой этому выступает метод многоступенчатой фильтрации – сначала обычный сетчатый фильтр, потом фильтр тонкой очистки, потом угольный и наконец, соляной фильтр. Но и этот метод не позволяет получить нужный эффект. Очистив воду от нерастворимых примесей фильтра не в состоянии убрать кальций и магний из жидкости.
Метод ионного обмена
 В промышленных установках этот метод используется давно, а вот в бытовых установках использование ионного обмена для умягчения котловой воды начало применяться относительно недавно. Принцип этого процесса состоит в следующем – в емкость помещается химически нейтральное вещество, которое предварительно насыщается натриевыми солями. После того как емкость заливается водой начинается процесс замещения натриевых солей кальциевыми. Длительность процесса зависит от объема воды и насыщенности ее кальцием. К слову, нужно отметить, что этот метод на сегодняшний день является самым прогрессивным, поскольку способен обеспечить очистку 96-98% кальциевых составляющих жидкости.
В промышленных установках этот метод используется давно, а вот в бытовых установках использование ионного обмена для умягчения котловой воды начало применяться относительно недавно. Принцип этого процесса состоит в следующем – в емкость помещается химически нейтральное вещество, которое предварительно насыщается натриевыми солями. После того как емкость заливается водой начинается процесс замещения натриевых солей кальциевыми. Длительность процесса зависит от объема воды и насыщенности ее кальцием. К слову, нужно отметить, что этот метод на сегодняшний день является самым прогрессивным, поскольку способен обеспечить очистку 96-98% кальциевых составляющих жидкости.
Привлекательность установка заключается и в том, что после того как очистка будет завершена смола из фенола или стирола может быть восстановлена, и вновь насыщена натриевой солью. В бытовых условиях очистка осуществляется при помощи сменных картриджей, а в промышленных делается регенерация, что существенно удешевляет процесс обработки.
Умягчение котловой воды с применением систем обратного осмоса
 Использование мембранного метода очистки питьевой воды сегодня получило самое широкое распространение. Зародившаяся технология как способ очистки водопроводной воды до качества питьевой отлично зарекомендовал себя и как метод умягчения котловой воды.
Использование мембранного метода очистки питьевой воды сегодня получило самое широкое распространение. Зародившаяся технология как способ очистки водопроводной воды до качества питьевой отлично зарекомендовал себя и как метод умягчения котловой воды.
Основным элементом этой технологии выступает многоступенчатый фильтр и мембранная камера обратного осмоса. Установка обеспечивает 100% гарантию удаления из состава воды всех органических примесей, бактерий и большей части растворимых в воде солей. Суть технологии заключается в использовании мембраны с микроскопически мелкими отверстиями. Емкость после прохождения фильтров наполняется подготовленной к очистке водой. После этого под давлением воды начинается процесс фильтрации – через мембрану начинает просачиваться вода в микроскопичных порциях, оставляя в полости мембраны все вредные вещества. Недостатком обратного осмоса выступает время умягчения воды и дороговизна установки. Отдельно мембранную камеру использовать нельзя, она применяется только в комплекте с целой батареей фильтров. К тому же в фильтрах используются только фирменные фильтрующие элементы.
Дегазация и химическая обработка воды
 Еще одним эффективным методом умягчения воды выступает дегазация и химическая обработка. Под дегазацией подразумевается процесс кипячения большого объема жидкости с целью выделения в процессе нагрева углекислого газа и растворенного кислорода. При повышении температуры до 90-95 градусов начинается процесс выделения из жидкости этих веществ. В это время происходит и процесс разложения магний и кальцийсодержащих солей в результате чего образуется нерастворимые соли. Так что после окончания кипячения и остывания на дне оседает осадок.
Еще одним эффективным методом умягчения воды выступает дегазация и химическая обработка. Под дегазацией подразумевается процесс кипячения большого объема жидкости с целью выделения в процессе нагрева углекислого газа и растворенного кислорода. При повышении температуры до 90-95 градусов начинается процесс выделения из жидкости этих веществ. В это время происходит и процесс разложения магний и кальцийсодержащих солей в результате чего образуется нерастворимые соли. Так что после окончания кипячения и остывания на дне оседает осадок.
Химическая обработка подразумевает применение средств связывающих магний и кальций. В результате химической реакции получается осадок, который легко отфильтровать.
