Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
Канализационны, водопроводные, в том числе и отопительные системы нередко создаются из полипропиленовых труб. Они позволяют смонтировать герметичные и долговечные коммуникации, не уступающие и даже превосходящие стальные сети.
Достичь результата возможно только, если заранее научиться правильно варить полипропиленовую трубу. Навык пригодится при строительстве и ремонте квартир в многоэтажных домах, особняках, коттеджах и даже на дачах.
Приобрести его не сложно, но необходимо обязательно познакомиться со всеми нюансами.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
 Пайка
Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
 Паяльник типа “утюг”
Паяльник типа “утюг”
Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
При работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
 Нагрев элементов
Нагрев элементов  Соединение и фиксация
Соединение и фиксация
Необходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
 Время пайки полипропиленовых труб таблица
Время пайки полипропиленовых труб таблица
Во время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей 
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют 
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации 
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб 
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб 
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
Так выглядит хорошо сделанное соединение в разрезе — как единое целое 
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе продевается шпилька, на нее надеваются с двух сторон дорн и гильза, затягиваются гайками с двух сторон.
- Если нагревательный элемент в виде трубки, для него насадки продают закрепленными на пластине. Пластину надевают на нагревательный элемент, затягивают крепежный болт.
- На регуляторе выставляется требуемая температура нагрева. Для полипропиленовых труб температура сварки составляет +260°C. Именно ее выставляем на регуляторе, включаем в сеть.
- Дожидаемся сигнала набора заданной температуры. В некоторых моделях есть звуковой сигнал, но, в основном, загорается или гаснет светодиод (в разных моделях по-разному).
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
Если резать так, срез будет ровным и гладким 
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
Ошибки, которые могут быть при сварке полипропиленовых труб 
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
У армированных фольгой труб срезается полипропилен до фольги 
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
Отмечаем глубину сварки 
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
- Отрезанный участок трубы надеваем на дорн, фитинг вставляем в гильзу. Делать это необходимо одновременно, в крайнем случае, раньше надевается фитинг, так как имеет большую толщину стенок. Задержка должна быть очень маленькой.
Надеваем на насадеки
- Выдерживаем элементы требуемое количество времени.
- Снимаем с насадок, соединяем, вдавливая трубу в фитинг до отметки. Соединение исключительно линейное, нельзя проворачивать элементы относительно горизонтальной оси (не крутите, хоть и очень хочется). Можно сразу после соединения выровнять горизонтальность, если замечено несоответствие.
Фиксируем чтобы сварка полипропиленовых труб была надежной
- При соединении приходится прилагать достаточно большие усилия. Это же усилие сохраняется несколько секунд (в таблице в столбце «время сварки»).
- По истечении указанного времени нажим прекращаем, а соединение нельзя тревожить несколько минут (в таблице колонка «время остывания»). После этого можно считать, что пайка полипропиленовой трубы закончена. Можно приступать к следующему шву.


Одно замечание: сразу после окончания сварки, осмотрите насадки на паяльнике. Если есть остатки материала, они удаляются мягкой, безворсовой, нелиняющей (белой) тканью. Оставлять пластик на паяльнике нельзя — следующий фрагмент прилипнет, отдирать будет сложно. Нельзя чистить насадки с применением абразивов -покрытие у них тефлоновое, царапаются легко. А даже микроскопические царапины приведут к тому, что фрагмент на паяльнике (утюге), залипнет.
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых 
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной 
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб 
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам 
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы) 
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Гофра из нержавейки для устройства дымохода: правила выбора и установки
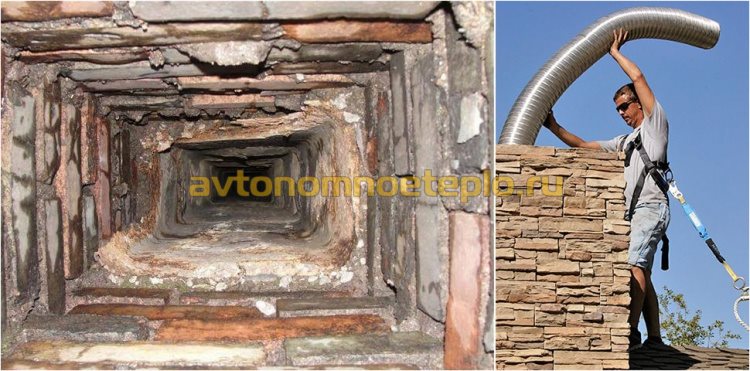
Дымоход является одним из наиболее значимых и важных элементов оборудования котельных. От него в значительной мере зависит эффективность работы отопительной системы, характер сжигания топлива и отвод продуктов сгорания. Современные дымоходы выполняются из разных материалов. Встречается и металлическая, и керамическая, и кирпичная, и даже стеклянная труба. Для дымохода сложной конфигурации лучше всего использовать металлический гофрированный канал.

Гофрированные трубы можно использовать для устройства новых дымоходов и модернизации существующих
Технические показатели гофротрубы из нержавейки
Среди важных технических показателей гофрированных труб из нержавеющей стали можно выделить:
- рабочую температуру: -50 °С – +110°С;
- давление при рабочем значении температуры в +110°С: 15 бар;
- возможный радиус изгиба изделия в зависимости от диаметра трубы: 25-150 мм;
- коэффициент теплопроводности: 17 Вт/(м*К);
- линейное расширение: 17;
- коэффициент шероховатости: 0,008.
Гофрированная труба устойчива к перепадам давления (предельное значение 50 атм). Максимальное давление на разрушение составляет 210 атм. Другие показатели труб приведены в таблице.
Таблица 1
| Показатель | Значение | |||||
| Марка стали | 304 | |||||
| Диаметр в мм | 12 | 15 | 18 | 20 | 25 | 32 |
| Наружный диаметр в см | 1,62 | 1,81 | 2,0 | 2,56 | 3,2 | 3,76 |
| Внутренний диаметр см | 1,18 | 1,41 | 1,78 | 2,1 | 2,7 | 3,2 |
| Толщина стенки в мм | 0,3 | |||||
| Вес одного п.м. гофротрубы, кг | 0,13 | 0,156 | 0,164 | 0,2 | 0,23 | 0,28 |
| Шаг гофры в см | 0,425 | 0,476 | 0,5 | 0,5 | 0,526 | 0,56 |
Виды гибких труб для дымоотводных каналов
Современный рынок гофрированных труб предлагает различные виды этих изделий. Но не все они отвечают требованиям безопасности и могут быть использованы для дымохода. Различают конструкции из алюминия и нержавейки.

Безопасный дымоход для камина или печи можно соорудить только из нержавеющей трубы и комплектующих
Некоторое время назад для дымоходов колонок и газовых приборов отопления применялись алюминиевые трубы. Эта многослойная гофра представляет собой трубу из ламинированной фольги, имеющую диаметр 10-15 см. Она отличается прочностью и дешевизной. С целью придания необходимой формы внутрь вставлена проволока из стали.
В сжатом состоянии алюминиевая труба имеет длину 650 мм, при растяжении – до 3 метров. Металлическим скотчем можно нарастить воздуховод.
Обратите внимание! На котлы и камины, которые работают на твердом топливе, не ставится труба из алюминия, поскольку она не способна выдержать высокие температуры.
В настоящее время такую гофру и вовсе не рекомендуется использовать.
Гофротрубы из нержавейки конструктивно схожи с алюминиевыми, но их характеристики намного лучше. Материал может выдерживать температуру до 900 °С без ущерба для конструкции канала и при этом эффективно выводить продукты сгорания приборов на жидком, твердом и других видах топлива (котлов, каминов, печей).
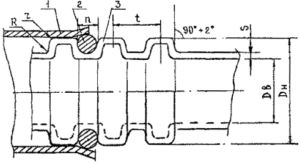
Конструкция гофрированных изделий
Гофрированную трубу из нержавейки для дымохода производят из многослойной фольги. Ее полосы (толщиной 0,12-1 мм) соединяются специальным замковым методом и закрепляются на пружину, выполненную из нержавеющей стали. Такая конструкция позволяет проводить изгиб трубы на 120-180° и растягивать ее на длину, превышающую первоначальную, больше чем в 3 раза. Процедуру растяжения/сжимания можно повторять несколько раз без нарушения целостности трубы.

В зависимости от мощности котла или печи подбирается гофротруба большего или меньшего диаметра
Для дымоходов гофру из нержавейки выпускают различных диаметров, что позволяет подобрать требуемый размер, соответствующий выходному патрубку отопительного прибора.
С целью увеличения эксплуатационного срока дымохода он претерпевает обработку специальным раствором как с внутренней, так и внешней стороны. Такая манипуляция предохраняет от химически активных веществ и агрессивных сред материал канала. Минимальный срок службы металлической гофрированной трубы для дымохода составляет 20 лет.
Установка дымоотводных гофрированных каналов требует утепления. В качестве утеплителя для таких труб выступает базальтовая вата, выпускающаяся в рулонах. Она подходит и для внутреннего, и для внешнего монтажа. Утепленная гофрированная нержавеющая труба снаружи не нагревается.
Основные характеристики гофротруб
Гофра-нержавейка для дымоходов имеет круглое сечение. Стандартная ее длина во многих случаях позволяет получить дымоотводный канал без лишних стыков.
Обратите внимание! Герметичность трубы дымохода напрямую зависит от количества соединений, которые использованы для ее сборки: чем стыков меньше, тем лучше.

Гофрированная труба очень гибкая, ей можно придать любую форму без специальных уголков и отводов
Нержавеющая сталь – основной материал для изготовления гофрированных дымоотводов. Она прочна, обладает антикоррозионными свойствами и жаропрочна, что увеличивает срок службы изделий. Во время растопки котла либо печи внутри канала происходит образование конденсата, содержащего некоторое количество H2SO4 (серная кислота), выводящая из строя многие дымоходы из иных материалов. Поэтому данный вид труб применяют чаще прочих.
Конструкция трубы из нержавейки увеличивает механическую прочность всего канала за счет компенсации (до 50%) линейного расширения начального размера трубы при воздействии температур и вибраций.
Немаловажной при выборе вида труб для дымохода является возможность принятия ими разной формы и конфигурации. Гофра позволяет проводить ремонт и устанавливать ее в канал, имеющий большое количество изгибов. При покупке гофрированной трубы необходимо проверить ее на наличие механических повреждений или перегибов, чтобы при монтаже не возникло проблем.
Плюсы и минусы гофры
Гофрированная труба применима для любых дымоотводных систем, даже при очень высоких температурах отходящих газов.

Еще одним преимуществом гофротрубы является легкость соединения двух отрезков между собой
Она проявляет стойкость к:
- влажности;
- высоким температурам;
- химически агрессивным средам.
Такая труба используется не только для дымохода, но и в системах кондиционирования и вентиляции. Ее гибкость позволяет без труда установить дымоход при наличии сложных архитектурных конструкциях: потолков с уклоном, балок перекрытия, встроенных колон и т. д. Подобная особенность нержавеющей гофры для дымохода снижает стоимость и трудоемкость монтажных работ.
Для монтажа не требуются дорогостоящие комплектующие (переходники, уголки, отводы); это важно, если бюджет ограничен. Среди прочих достоинств можно отметить возможность соединения в одну конструкцию труб разных диаметров. Для этого применяются специальные адаптеры.
Недостатков у гофрированных труб немного: малый срок эксплуатации и необходимость утепления для борьбы с образованием конденсата. Кроме того, тяга в гофре намного ниже, чем в гладкой трубе, поэтому не рекомендуется выполнять по всей длине вертикальный канал из такого изделия.

Диаметр патрубка котла должен совпадать с размером монтируемой трубы
Требования к установке дымоотводных каналов
При установке гибких дымоходов необходимо соблюдать некоторые важные требования, которые обеспечат надежную и эффективную работу канала. Среди них выделяют:
- выполнение крепления с помощью адаптера;
- соответствие диаметра дымоотводного канала сечению выходного отверстия конкретного отопительного прибора;
- помещение гофрированной трубы в пожаробезопасный футляр при переходе сквозь межэтажное перекрытие;
- обеспечение двойной толщины стенок наружного защитного кожуха с целью обеспечения сохранности конструкции при возможном повреждении внешнего слоя;
- герметичное крепление гофротрубы к отопительной системе, не допуская утечек газов;
- длина участка канала от нижней части патрубка к горизонтальному отрезку гибкого дымохода не меньше 50 см;
- обеспечение радиуса закругления монтажа гофрированной трубы не меньше ее диаметра;
- расстояние от стены либо потолка к соединительной трубе не меньше 50 мм в случае их выполнения из негорючего материала;
- в случае выполнения стены из другого материала это расстояние должно быть не меньше 250 мм;
- обеспечение вертикального подсоединения к котлу;
- суммарная длина установленных горизонтальных участков — не более трех метров;
- установка гибкого дымохода с уклоном к газовому оборудованию больше 0,01 градуса.

Все материалы, которые используются для крепления трубы и соприкасаются с ней, должны быть негорючими
Выполнение монтажа гофротрубы из нержавейки
Гофрированная труба применима для устройства переходников, которые сопрягают выходной патрубок прибора с основным каналом дымохода, ремонта (гильзования) имеющих изгибы кирпичных дымоотводов. Для них возможен как внешний, так и внутренний монтаж.
Крепление нержавеющей гофры для дымохода производится специальными кронштейнами из металла. Они либо входят в комплект к трубе, либо реализуются как отдельный удерживающий элемент. Фиксация обеспечивается обычными хомутами, которые затягиваются рожковым ключом.
Обратите внимание! При монтаже горизонтальных участков гофрированных труб необходимо исключать их провисание.
При монтаже допускается не более трех поворотов гофрированного дымохода. Для стыковки двух труб используется металлический скотч, который обеспечивает высокую герметичность стыковочного узла и предотвращает утечку продуктов сгорания. При установке не требуется использование герметика для уплотнения соединений элементов дымохода.
Гофрированная труба из нержавеющей стали может быть хорошей альтернативой использованию жестких дымоотводных каналов, несмотря на меньший срок эксплуатации.
Чем хороша гофрированная труба для дымохода из нержавеющей стали и алюминия, где применяется

Дымоход сложной конструкции обходится дорого, за счет большого количества используемых фитингов: углов, переходников, крепежей и т.д. В результате, стоимость системы дымоотведения, если необходимо обойти балки, плиты перекрытия или сместить трубу в сторону по другой причине, может увеличиться в несколько раз.
Гофрированная труба для дымохода из нержавеющей стали является хорошей альтернативой традиционным системам дымоотведения, изготовленным из кирпича, керамики и металла. С помощью гофры можно создать новую или отремонтировать старую дымоходную трубу.
Можно ли устанавливать гофрированную дымоходную трубу
Дымоход из гофра трубы может использоваться для колонок, печей и котлов. Гибки трубы используются для комплектации отопительного оборудования, работающего на разных видах топлива: солярке, дровах, газе и пеллетах.
Трубы из гофры предназначены для следующих условий эксплуатации: 
Наружные системы дымоотведения.
В качестве переходников и адаптеров для подключения котлов и печей к основной системе дымоотведения.
На данный момент существуют два основных вида продукции, имеющую одинаковую конструкцию, но отличающихся материалом, из которого они изготовлены. Потребителю предлагают изделия из нержавейки и алюминия.
Какую гофру используют для дымоходов
Монтаж гофрированного дымохода рекомендуется выполнять при подключении к отопительному оборудованию, работающему на любом виде топлива, при условии выделения низко и высокотемпературных дымовых газов.
Прочность материала обеспечивает следующая конструкция:
- Корпус изготавливается в виде цилиндрической трубы, закрученной в спираль. Полосы соединяются между собой специальным замковым швом.
Потребителю предлагается два вида труб, изготовленных из нержавеющей стали и алюминия.
Гибкие дымоходы из нержавейки
 Гофра-нержавейка для дымохода – наиболее приемлемый вариант при подключении к оборудованию с высокой температурой отходящих газов: дровяным печам, каминам, пеллетным котлам. Без потери герметизации, гофра из нержавейки способна выдержать нагрев до 900°С.
Гофра-нержавейка для дымохода – наиболее приемлемый вариант при подключении к оборудованию с высокой температурой отходящих газов: дровяным печам, каминам, пеллетным котлам. Без потери герметизации, гофра из нержавейки способна выдержать нагрев до 900°С.
Гофрированный дымоход из нержавеющей стали имеет следующие преимущества:
- Толщина стали от 0,12 до 1 мм.
Способность к сжатию, растяжению.
Алюминиевые гофрированные трубы для отвода дыма
 Алюминиевая гофра для дымохода имеет конструкцию, идентичную, используемой в аналоге, изготовленном из нержавейки. При этом алюминий существенно уступает последнему в прочности и жароустойчивости.
Алюминиевая гофра для дымохода имеет конструкцию, идентичную, используемой в аналоге, изготовленном из нержавейки. При этом алюминий существенно уступает последнему в прочности и жароустойчивости.
Согласно СП 42-101-2003 , алюминиевые гофрированные дымоходы к газовым котлам не запрещены. Но как показывает практика, в большинстве случаев, инспекторы требуют изготовить дымоход из другого материала. Все объясняется тем, что алюминиевая гофра в качестве дымохода, не способна выдерживать температуру свыше 500°С и часто, после возгорания сажи, стенки прогорают, что приводит к попаданию продуктов сгорания в жилое помещение. В последнее время такие случаи участились. Поэтому ограничения вполне оправданы.
Использовать алюминиевую гофру для дымохода от котла можно, но не рекомендуется. Чтобы избежать проблем с регистрацией и вводом в эксплуатацию газового оборудования, лучше всего остановить свой выбор на нержавеющей трубе.
Область применения гофры для дымоходов
900°С — это температура, которую выдерживает гофрированная труба из нержавеющей стали, без потери целостности стенки. Данная характеристика позволяет использовать гофру для изготовления систем дымоотведения, а также выполнения ремонтных работ.
Чаще всего материал используют в следующих целях:
- Подключение газовых котлов и колонок.
Проведение санации существующего дымохода.
В каждом случае существуют особенности и нюансы, которые необходимо учитывать во время проведения монтажных работ.
Гофрированные дымоотводы для котлов на газе
Использовать гибкую металлическую дымоходную гофру для газового котла, а также любого другого отопительного оборудования можно, благодаря высоким техническим характеристикам материала. При этом стоит учитывать, несколько важных аспектов:
 Алюминиевые трубы способны прогореть спустя несколько лет эксплуатации. Поэтому, если есть необходимость в подключении дымохода из гофры, лучше выбирать рукав, изготовленный из нержавейки.
Алюминиевые трубы способны прогореть спустя несколько лет эксплуатации. Поэтому, если есть необходимость в подключении дымохода из гофры, лучше выбирать рукав, изготовленный из нержавейки. Материал имеет плохие теплосберегающие характеристики. Чтобы снизить продуцирование конденсата, потребуется сделать тепло и шумоизоляцию на гофра трубу. Для этого можно использовать негорючий минеральный утеплитель толщиной 5 см.
Теплоизоляцию наматывают на трубу, сверху закрывают любым фольгированным отражателем. Фиксируют с помощью вязальной проволоки.
Гофра дымоходы для газовых колонок
Установка гофрированного дымохода на кухне, там, где обычно монтируют газовую колонку, является вполне оправданным решением. Несмотря на то, что внутри котла температура повышается до 1000-1200°С, на выходе она резко падает до 200-300°С. Даже алюминиевая труба сохранит свою прочность и герметичность при таких температурах.
О чем стоит подумать, прежде чем использовать гофру для подсоединения колонки к дымоходу?
 Диаметр – в технических документах к колонке должны быть прописаны размеры и сечение трубы, подключаемой к выходному патрубку. Категорически запрещается использовать алюминиевую трубу с меньшим сечением. Это приводит к усиленному нагреву конструкции и, как правило, деформации стенок, прогоранию, потере герметичности.
Диаметр – в технических документах к колонке должны быть прописаны размеры и сечение трубы, подключаемой к выходному патрубку. Категорически запрещается использовать алюминиевую трубу с меньшим сечением. Это приводит к усиленному нагреву конструкции и, как правило, деформации стенок, прогоранию, потере герметичности.Ремонт дымоходов гофра трубой
Гофрированный рукав можно использовать для санации уже существующего кирпичного дымохода. Происходит процедура ремонта следующим образом. В старый дымоходный канал вставляется гофрированная труба с меньшим диаметром, подключается к отопительному прибору.
Гильзование печного дымохода служит следующей цели:
- Снижение объема выпадающего конденсата. Металл нагревается выше «точки росы» гораздо быстрее, следовательно, появление влаги на внутренних стенках уменьшается.
Отсутствие сажи – гладкие внутренние стенки трубы не дают скапливаться сажи внутри дымохода. Уменьшается вероятность возгорания. Сажа, сгорая, нагревает трубу до 1000°С.
Гильзование старых кирпичных дымоходных каналов гофрированной трубой полностью оправданно. Но, так как температура отводящих газов нередко достигает 600°С и более, рекомендуется использовать, для этой цели, трубу из нержавейки. Монтаж гофрированного дымохода в кирпичную трубу, это оптимальное решение для систем дымоотведения имеющих кривизну оси.
Использование гофры для подключения к основному дымоходу
В СП сказано, что подключение газового котла гибким гофрированным дымоходом разрешается: «Присоединение газового оборудования к дымоходам следует предусматривать соединительными трубами, изготовленными из кровельной стали…, гибкими металлическими гофрированными патрубками…поставляемыми в комплекте с оборудованием»
 Ограничением на присоединение газового оборудования к дымоходам гофрированными патрубками является использование с этой целью алюминиевого рукава. Как показала практика, алюминий легко деформируется под воздействием высоких температур.
Ограничением на присоединение газового оборудования к дымоходам гофрированными патрубками является использование с этой целью алюминиевого рукава. Как показала практика, алюминий легко деформируется под воздействием высоких температур.
Использование алюминиевой гофры в качестве дымоходного патрубка запрещается в некоторых регионах РФ. Причем запрет не подтвержден законодательными актами и в основном связан с участившимися случаями прогорания рукава, и отравления хозяев вследствие этого, угарным газом.
Правила установки гофрированных дымоходов
Правильно смонтировать гофру для вывода дымовых газов намного проще, чем самостоятельно установить и подключить дымоход из сэндвич-труб. Но во время монтажа необходимо учитывать несколько важных моментов:
- Диаметры гофрированных труб – подбирается в зависимости от мощности котлов и колонок. Оборудование до 19 кВт подключается к рукаву 110 мм, свыше – 130 мм.
Теплоотдача гофрированной трубы – при нагреве все тепло уходит сквозь стенки. После установки системы дымоотведения, все наружные поверхности потребуется утеплить.
Для установки жаростойкого гофрированного канала для отвода продуктов сгорания в центральный дымоход используются специальные адаптеры. Соединение рукавов между собой выполняется с помощью переходников. Использовать металлический скотч для таких целей запрещено.
Установка высокотемпературного гофрированного дымохода от газовой колонки делается с учетом будущего продуцирования конденсата. По этой причине запрещено выводить трубу от колонки прямо вверх. Гофру монтируют с изгибом. Как вариант, можно установить конденсатосборник перед колонкой.
Условия эксплуатации разрешают установку алюминиевой гофрированной трубы дымохода от конденсационного газового котла.
Для уплотнения и герметизации стыков используют специальные хомуты.
Монтаж осуществляется просто – на выходной патрубок надевается гофра и фиксируется стягивающим хомутом. Труба растягивается до необходимого размера. Для фиксации по всей длине укладки, используются кронштейны для крепления гофры.

Стоимость комплекта гофры для дымохода
Чтобы рассчитать стоимость гофры, потребуется учесть несколько важных моментов:
- Общую протяженность дымохода. В стандартную комплектацию входит алюминиевая труба, способная растянутся от 0,65-3 п. м. Гофра из нержавейки растягивается незначительно, поэтому при расчетах необходимо принимать ту длину, которая указана на упаковке. Купить один алюминиевый рукав можно за 350-380 руб. Нержавеющая труба обойдется в 650-700 руб. за 1 п. м.
Диаметр трубы – рукава из нержавеющей стали изготавливаются с сечением от 80 до 500 мм. Алюминиевые имеют диаметр 110 и 130 мм. При выборе необходимо учитывать параметры отопительного оборудования и строго следовать рекомендациям производителя.
Если подбирается материал для санации дымохода из гофрированного алюминия, который будет использоваться в дровяных печах то диаметр трубы должен быть меньше, чем внутренний канал кирпичной кладки.
Плюсы и минусы гибких дымоходных труб
Использование огнеупорных металлических гофрированных дымоходов для колонок и котлов, как и применение любой другой системы дымоотведения, имеет свои преимущества и недостатки. Главное, на что стоит ориентироваться – это безопасность эксплуатации, а также технические характеристики материала.
Для принятия взвешенного решения можно учесть отзывы тех, кто уже пользуется нержавеющими или алюминиевыми дымоходами.
Может ли прогореть гофра дымоход?
Как уже отмечалось, главная причина того, что представители газового хозяйства запрещают применение алюминиевого гофрированного дымохода, заключается в том, что при нагревании стенки деформируются и действительно могут прогореть. Пожар от прогорания алюминиевой гофра трубы, хотя редко, но все же случается.
В отличие от алюминиевого аналога, гибкая гофрированная труба из нержавеющей стали для дымохода, обеспечивает полную безопасность эксплуатации, но и стоит практически в 3 раза дороже. Приобретать следует исключительно сертифицированную продукцию.
Производители дымоходов из гофрированной нержавейки, представленные на отечественном рынке – компании Lex, Rosinox, Алта и др. При выборе следует ориентироваться на технические параметры и сроки эксплуатации. Срок службы высокотемпературной дымоотводящей гофра трубы из нержавеющей стали Lex Flex не менее 40 лет.
Какую трубу лучше использовать – гибкую или жесткую?
Гофрированные дымоходы из нержавеющей стали устанавливать на газовые котлы намного проще и быстрее. Монтаж и комплектующие обходятся дешевле. Но на этом основные достоинства материала заканчиваются.
Жесткая труба больше подходит для эксплуатации в качестве дымохода. Полностью соответствует всем требованиям безопасности и не вызывает замечаний сотрудников газовой службы.
Если выбирать, то лучше приобрести нержавеющую стальную жесткую трубу, по типу сэндвич конструкции. Такое решение позволит обеспечить максимальную безопасность в процессе эксплуатации бытовой отопительной техники на твердом топливе и газе.
Гофра для дымохода: плюсы и минусы, порядок монтажа
 Выведение продуктов горения топлива из жилой зоны по гофре для дымохода – это самый важный момент для безопасности и комфорта проживающих в доме. Угарный газ невидим и это делает его тем более опасным для жильцов.
Выведение продуктов горения топлива из жилой зоны по гофре для дымохода – это самый важный момент для безопасности и комфорта проживающих в доме. Угарный газ невидим и это делает его тем более опасным для жильцов.
Конструкций дымоотводных систем множество, как и материалов для их изготовления. В последнее время популярным материалом становятся гофрированные трубы благодаря удобству их применения и технологичности.
Такие изделия производятся из различных материалов, но мы не рассматриваем изделия из пластика, поскольку условия работы в нашем случае для них не подходят.
Преимущества и недостатки гофрированных труб для дымоотвода
К положительным сторонам применения гофры для таких целей можно отнести следующие моменты:

Вместе с тем, имеется и несколько отрицательных сторон их использования:
Чаще всего гофрированные трубы используются для устройства вкладыша в кирпичные или другие каналы в форме прямоугольника,

а также в местах подсоединения котла к отводящему дым каналу.

Порядок монтажа дымопровода для газового котла
Популярно изготовление дымовых труб для газовых отопительных устройств с использованием гофрированной трубы. В этом случае может быть использована термостойкая гофра из алюминия. При этом основными требованиями к дымоотводящему устройству остаются прежними:
- надежность;
- долговечность;
- герметичность в течение всего срока эксплуатации.
Дымовая труба состоит из следующих элементов:
При комплектации и установке дымоотвода нужно учитывать следующие обстоятельства:
- не менее полуметра, если труба выходит на таком же расстоянии от конька по горизонтали;
- оголовок может быть на уровне конька, если от него до дымохода 1,5 – 3,0 метра;
- отклонение от горизонта возможно до 10 градусов, если труба расположена на дистанции более 3-х метров от конька.
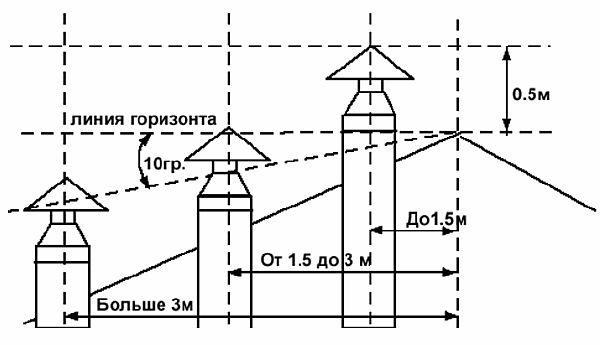
Несоблюдение этих требований чревато недостаточной тягой в дымоходе со всеми вытекающими последствиями.
Монтаж гофры для дымохода
Сборку этого несложного сооружение необходимо производить в следующем порядке:


Важно! Чтобы гарантировано собирать конденсат и не допускать его попадания обратно в топку, нельзя вертикальную часть дымохода располагать непосредственно над ней.
Конструкция и виды гофрированных труб для дымоходов
Гофрированные трубы для дымоходов производятся способом холодной формовки на специальной оправке. Для этой цели применяются два вида материалов: сплавы на основе алюминия и нержавеющая сталь.
 Заготовка представляет собой ленту шириной порядка 50 миллиметров при толщине 0,1 – 0,5 миллиметров.
Заготовка представляет собой ленту шириной порядка 50 миллиметров при толщине 0,1 – 0,5 миллиметров.
Первоначально гофра предназначалась для использования на воздуховодах вентиляционных систем, где и по сей день исправно выполняет свою работу. Попытки использовать такие трубы для дымоходов увенчались успехом, и с тех пор это применение становится все более популярным.
Алюминиевая гофра для дымоходов
 Сплавы алюминия, применяемые при производстве этого вида продукции, выдерживают температуру до 500 градусов, после чего тонкие стенки этих труб прогорают. Но важна не только температура, но и агрессивная среда, представленная конденсатом, который представляет собой слабый раствор серной кислоты.
Сплавы алюминия, применяемые при производстве этого вида продукции, выдерживают температуру до 500 градусов, после чего тонкие стенки этих труб прогорают. Но важна не только температура, но и агрессивная среда, представленная конденсатом, который представляет собой слабый раствор серной кислоты.
В связи с этим очевидно, что их использование для этой цели весьма ограничено. Не рекомендуется устанавливать гофру на дымоходы твердотопливных котлов, где температура печных газов гораздо выше и применяются высокотемпературные средства для удаления сажи из дымовой трубы. Не применяется гофра для каминов и твердотопливных печей на угле и дровах.
Алюминиевые гофрированные дымоотводы для котлов на газе еще используется довольно активно, но специалисты газовых и пожарных служб все более склоняются к запрету таких конструкций.
Виды гофрированных труб для дымохода, их характеристики и правила монтажа
Дымоход – это важная составляющая любой отопительной системы, в которой происходит процесс сгорания топлива и вывода продуктов сгорания. От качества дымохода напрямую зависит эффективность и надежность системы. Для изготовления этого элемента конструкции на сегодняшний день используются самые разные материалы. Практика показывает, что одним из лучших вариантов является дымоход из гофрированной нержавеющей трубы, о которой и пойдет речь в этой статье.

Технические показатели гофротрубы из нержавейки
Гофрированная труба из нержавейки для дымохода имеет ряд рабочих параметров:
- Рабочая температура – от -50 до +110 градусов.
- Рабочее давление (при сохранении нормального температурного режима) – 15 бар.
- Допустимый радиус изгиба трубы (зависит от ее диаметра) – 25-150 мм.
- Коэффициент теплопроводности – 17 Вт/(м*К).
- Линейное расширение – 17.
- Коэффициент шероховатости – 0,008.
Стоит отметить, что гофрированные трубы из нержавеющей стали для дымохода хорошо выдерживают высокое давление – предельно допустимое значение составляет 50 атмосфер, а максимальная величина давления, при котором неизбежно происходит разрушение материала, достигает 210 атмосфер.
Виды гофротруб для дымоходов
Рынок на сегодняшний день едва ли не перенасыщен самыми разными видами гофрированных труб. Конечно, для обустройства дымоходов подходят далеко не все из них – есть определенные требования безопасности, которые должны в обязательном порядке соблюдаться. Заявленным требованиям соответствует только нержавеющая и алюминиевая гофрированная труба.
Еще совсем недавно при монтаже дымоходов использовались только алюминиевые изделия. Конструктивно они представляли собой ламинированную фольгу, уложенную в несколько слоев – так образовывалась гофротруба для дымохода диаметром около 10-15 см. Сохранять изначальную форму самостоятельно конструкция не могла, поэтому внутри была расположена стальная проволока.

Использовать такие устройства в связке с твердотопливными котлами нельзя – дымоход из алюминиевой трубы не может работать в условиях непосредственного контакта с высокой температурой. Сейчас дымоходы из данного материала не рекомендуются к использованию.
Гофрированная нержавеющая труба для дымохода визуально похожа на алюминиевую, но на этом сходство заканчивается. Главное отличие заключается в способности выдерживать температуру вплоть до 900 градусов без повреждений и ухудшения эффективности отвода продуктов сгорания.
Устройство гофрированных труб
Гофрированная труба для дымохода создается из нержавеющей стали в виде многослойной фольги. Отдельные полоски соединяются посредством замкового метода и фиксируются при помощи пружины, также сделанной из нержавейки (прочитайте: “Какие трубы для дымохода из нержавейки лучше использовать – виды и преимущества”).
Такое устройство имеет массу достоинств – например, при необходимости, готовую трубу можно выгибать на угол до 180 градусов или растягивать ее, увеличивая длину более чем в три раза относительно исходного значения. При этом очень важным фактором является то, что подобные манипуляции с трубой совершенно не влияют на ее целостность (если не выгибать ее слишком много раз, конечно).

Учитывая то, что для дымоходов выпускается довольно большое количество гофротруб с разными параметрами, подбор оптимального варианта особых сложностей не представляет. В частности, это касается диаметра конструкции – всегда есть возможность найти трубу соответствующего размера.
Для достижения максимально возможной долговечности и увеличения надежности, стальная гофрированная труба для дымохода обрабатывается со всех сторон специальным раствором, который увеличивает сопротивляемость большинству агрессивных веществ. Срок службы качественной трубы составляет не менее 20 лет.
Единственное, что потребуется сделать отдельно – установить утепление гофрированной трубы, необходимое для предотвращения нагрева внешней части дымохода. Чаще всего для этих целей используется рулонная базальтовая вата.
Характеристики
Гофротруба из нержавейки для дымохода всегда имеет круглое сечение. Длины стандартной трубы, как правило, достаточно для обустройства дымохода без дополнительных стыков. Это важно – чем меньше соединений в дымоходе, тем выше герметичность конструкции.
Нержавейка сама по себе является отличным материалом, идеально вписывающимся в конструкцию дымохода. Этот материал отличается высокой прочностью, антикоррозионными свойствами и устойчивостью к большим температурам. При растопке в котлах и печах всегда возникает конденсат, в состав которого входит серная кислота, оказывающая негативное влияние на стенки дымохода – но нержавеющая сталь без проблем выдерживает такое воздействие.

Механическая прочность такой конструкции тоже достаточно высока. В немалой степени это обуславливается конструкцией гофры, которая легко компенсирует любые линейные расширения, возникающие из-за воздействия жара и вибраций.
Еще одним качеством, существенно упрощающим обустройство дымохода, является способность гофрированных труб к изгибу, которая дает возможность придать конструкции любую форму. Гофра для печной трубы легко устанавливается в каналы, имеющие массу изгибов и углов. Естественно, данным качеством можно воспользоваться только в том случае, если приобретенная труба не имеет заводских или приобретенных дефектов.
Достоинства и недостатки
Высокотемпературная гофрированная труба из нержавейки имеет массу положительных качеств:
Говоря о недостатках, можно выделить разве что сравнительно недолгий срок службы, особенно при отсутствии утеплительного слоя, предотвращающего появление конденсата. Также гофра труба для дымохода отличается более слабой тягой по сравнению с гладкостенной трубой.
Требования к монтажу дымоходов
Для качественной работы дымохода нужно при монтаже соблюдать ряд требований, всецело направленных на повышение эффективности конструкции.
Основные требования выглядят следующим образом:
- Крепления должны осуществляться при помощи адаптеров.
- Внутренний диаметр дымохода должен совпадать с диаметром выхода из отопительного котла.
- Гофрированная труба должна быть укутана слоем негорючего материала в месте прохода через крышу и стены – это позволяет добиться высокой степени пожарной безопасности.
- Наружный защитный кожух должен быть двухслойным, чтобы в случае повреждения внешнего слоя дымоход остался цел.
- Труба должна крепиться к системе отопления герметично, чтобы газ не выходил за пределы конструкции.
- Участок канала, находящийся между нижней частью патрубка и горизонтальным отрезком дымохода, должен иметь длину не менее 50 см.
- Радиус изгиба гофротрубы при монтаже должен быть равен или превышать диаметр материала.
- Между стенами или потолком и трубой должен быть зазор, превышающий 5 см.
- Если ближайшие поверхности выполнены из горючих материалов, то зазор между ними и трубой должен превышать 25 см.
- Общая длина труб, проложенных горизонтально, должна быть менее трех метров.
- К котлу должно обеспечиваться вертикальное подключение.
- Гибкий дымоход устанавливается под уклоном больше 0,01 градуса относительно газового оборудования.
Монтаж дымохода из гофрированной трубы
Место установки гофротрубы – это участок, расположенный между выходным патрубком отопительного прибора и вертикальным каналом дымохода. Кроме того, такой материал используется при ремонте кирпичных дымоотводных каналов – в таком случае можно устанавливать трубу как снаружи, так и внутри.
Крепление гофры из нержавеющей стали осуществляется специальными металлическими кронштейнами. Как правило, данные элементы поставляются в комплекте с трубой, но при необходимости их можно приобрести отдельно. Для фиксации используются классические хомуты.

При монтаже дымохода гофрированная труба не должна иметь более трех поворотов, а на горизонтальных ветках должно отсутствовать провисание. Соединение отдельных частей труб осуществляется при помощи металлического скотча – так удается добиться предельной герметичности системы, необходимой для предотвращения выхода продуктов сгорания в помещение. Использование скотча дает возможность обойтись без герметика.
Заключение
Гофрированная труба для дымохода – это отличное решение проблемы, связанной с необходимостью вывода продуктов сгорания отопительной системы. Перед установкой следует изучить все достоинства и недостатки такой конструкции, чтобы не столкнуться в будущем с неприятными сюрпризами, произошедшими, например, из-за неправильной технологии монтажа.
Похожие записи:
 Алюминиевые радиаторы: Преимущества и технические характеристики алюминиевых отопительных радиаторов Буферная емкость для отопления: схема подключения Что такое калория: перевод Гкал в кВт и МВт, как рассчитывают тепловую энергию на горячую воду и отопление – формула Экран для ванны своими руками: из пластиковых панелей, из плитки, инструкция пошагово, фото
Алюминиевые радиаторы: Преимущества и технические характеристики алюминиевых отопительных радиаторов Буферная емкость для отопления: схема подключения Что такое калория: перевод Гкал в кВт и МВт, как рассчитывают тепловую энергию на горячую воду и отопление – формула Экран для ванны своими руками: из пластиковых панелей, из плитки, инструкция пошагово, фото