Разбираемся, как правильно рубить дрова
Рубить дрова приходится любому домовладельцу, если он выбирает дерево для растопки. Рассмотрим, как профессионально и быстро заготавливать дрова для отопления своего дома.
Варианты колки дров
Надо понимать разницу между процессами колки и рубки дров. Колоть – это разделять чурбак или полено на крупные фрагменты с помощью колуна. Рубить – это разделять на более мелкие части, отрубать сучки, рубить тонкие деревья. Рубят обычно тонкие поленья, делят их топором на щепки и лучину.
Вариантов колки дров всего два, либо с применением специального оборудования, либо без него.
Механический способ
Такой способ предполагает применение оборудования. Оптимальный вариант – электрический конусный винтовой колун. На столешнице размещен вращающийся стальной конус с резьбой, который раскалывает подводимый к нему чурбак. Гидравлический колун работает по такому же принципу, но раскалывание происходит под воздействием домкрата.
Оба приспособления довольно опасны для применения. Без опыта лучше не использовать и сначала научиться работать с механизмом.
Ручной способ
Такой способ предполагает рубку дров колуном или топором на подготовленной колоде.
Что необходимо для колки древесины?
Чтобы правильно рубить дрова нужно иметь соответствующий инструмент.
Это толстый спил дерева, установленный вертикально. Колода должна быть высотой не менее полуметра и достаточно большого диаметра. Чем сучковатее колода, тем она будет прочнее. Снаружи надо оставить пару сучков, которые будут служить ручками для перетаскивания.
Дубовые колоды служат порядка 8 лет. Чтобы предотвратить раскол самой колоды от ударов, ее усиливают металлической полосой или цепью.
Топор с острым лезвием нужен для рубки тонких поленьев, удаления сучков, подготовки щепы. Колуны бывают разные. Тяжелый колун с тупым лезвием расклинивает толстые чурбаки, деля их на части. Облегченные колуны имеют форму лезвия в виде заточенного клина или классическую.
Колун надо подбирать правильно. Разумеется, ручка должна быть удобной и подходить по ширине ладони. Вес также подбирается «под себя» с учетом того, что придется делать замах. Ручка должна быть березовая, на ней хорошо лежит рука. Пластик или металл скользят. Бывают обрезиненные ручки, они удобны, но обычно бывают на дорогих инструментах.
Могут пригодиться для раскалывания твердых толстых спилов деревьев. Применяют дополнительно к колуну, которым пробивается чурбак. В образованную трещину вставляется клин. Забивается кувалдой, чтобы разделить полено. Клинья могут быть гладкими и с зазубринами.
Подготовительный этап рубки дров
Подготовительный этап подразумевает распиловку деревьев ручным или механизированным способом. Лучше использовать бензопилу. Можно пилить вручную, тогда нужны козлы, в которые укладывается бревно. Быстрее работать вдвоем, но можно действовать и в одиночку.
Спиленное дерево колят на чурбаки, которые по высоте обязательно должны быть на 20% короче, чем длина топливного отсека котла или печки. Кору можно пока не снимать. Сучки отделяют той же пилой или топором.
 Подготовительный этап
Подготовительный этап
Дерево рекомендуется подсушить, то есть колку производить не сразу. Свежее дерево рубить непросто, инструмент вязнет в сырой древесине. Если работа ведется зимой, надо дать чурбакам хорошо промерзнуть, тогда их будет легче наколоть.
Затем подготавливают оборудование и территорию для работы. Колоду размещают на ровной площадке недалеко от напиленных чурбаков и приступают в работе.
Экипировка
При рубке дров правильная экипировка также важна, как и инструменты.
Для работы нужно подготовить защитные аксессуары:
- Перчатки. Они должны хорошо облегать руку и не скользить по рукоятке. Лучше брать матерчатые с прорезиненным наладонником или старые кожаные. Рукавицы использовать не рекомендуется, так как они могут спадать с руки. Если вместе с рукавицей выскользнет ручка топора – это может закончиться печально.
- Защитные очки, полумаску. Стекла должны быть чистыми (не поцарапанными и грязными), это снизит точность удара.
- Удобные ботинки или сапоги.
- Одежда может быть любой, но не расстегнутой или очень широкой. Ничего не должно случайно попасть под топор или мешать силе размаха.
Техника колки дров
Соблюдение техники колки дров ручным и механическим способом позволит работать без лишних трудозатрат.
Ручным способом
Крупные чурбаки рубят колуном. У него тупое лезвие, которое делает раскол.
Как рубить дрова колуном:
- Поставить чурбак на колоду сместив его к противоположному краю основания.
- Выбрать на срезе самую крупную трещину и ударить по ней колуном.
- При гладком срезе выбрать для удара место без сучков.
- Если колун застрял, надо ударить по обуху кувалдой или загнать рядом клин.
- Расколовшийся чурбак продолжить делить на более мелкие части.
- Если спил дерева слишком толстый, лучше колку начинать с краев, уменьшая его диаметр.
Как рубить дрова топором:
- Рубить можно небольшие по диаметру поленья, поставив их вертикально на колоду.
- Полено, разделенное пополам, опять ставят вертикально и точным ударом топора раскалывают на четвертинки.
- С поленьев топором стесывают кору. Кору можно разрубить на мелкие полоски и использовать для розжига.
- Можно полено продолжить дальше рубить на щепу. Щепа тоже хороша для розжига.
 При рубке дров ноги должны быть расставлены на ширину плеч
При рубке дров ноги должны быть расставлены на ширину плеч
При колке дров важна техника. Как правильно рубить дрова:
- Ноги должны быть расставлены на ширину плеч. Это важно для лучшего упора и безопасности. Если топор вырвется из рук, он не попадет на ногу.
- Встать от колоды на расстоянии вытянутой руки. Топор своим концом должен касаться края колоды.
- Двумя руками крепко ухватить рукоять инструмента и поднять на достаточную высоту. Не нужно задирать инструмент высоко, иначе снизится сила удара.
- Удар должен быть резким, надо использовать собственную силу тяжести и силу колуна.
Механическим способом
Действия очень простые. Установить колоду на площадку винтового колуна близко к конусу. Включить агрегат. Придерживая чурбак сверху, двигать на конус, который вкрутится в дерево и расколет его. Повторить операцию, повернув полено на 90 градусов.
 Механический способ рубки дров
Механический способ рубки дров
При использовании гидравлического домкрата чурбак подводится под режущую часть. Расколотое полено заводится туда снова и так до желаемого размера.
Как легко и быстро рубить дрова?
Есть небольшая хитрость, позволяющая легко и быстро рубить дрова. При обычной колке чурбаки разлетаются далеко от колоды. Приходится тратить силы на их сбор и установку опять на колоду. Для спины процесс рубки итак очень тяжел, а тут еще придется тратить усилия на наклоны.
Надо взять автопокрышку, укрепить на колоде и установить в нее чурбак. Если на покрышке есть металлический корд, его надо убрать. При случайном соскальзывании, колун может получить зазубрину. При расколе чурбака в покрышке спил не отлетит и можно продолжить его делить на мелкие части.
Меры безопасности
Любые операции с колюще – режущим инструментом должны проводиться с соблюдением соответствующих мер безопасности:
После рубки нужно сложить дрова в поленницу, оставляя между ними воздушное пространство. Лучше складывать поленницу после окончания всего процесса рубки. Постепенно работа по колке дров станет привычной и скорость намного увеличится.
Как рубить дрова правильно и быстро: обзор лучших техник
Преимущества дровокола «Kolundrov»:
- эффективнее топора-колуна за счет ударов в одно и то же место;
- легко раскалывает даже сырые и сучковатые дрова в щепки (можно расположиться прямо в доме у камина);
- совершенно безопасен в использовании (дрова и щепки не разлетаются, оставаясь внутри контура);
- розжиг огня за пару минут без бумаги и специальной жидкости;
- не требует специальных навыков и больших усилий;
- инструмент компактный и не тяжелый, прочный и долговечный (полностью сделан из стали с 8-слойным антикоррозийным покрытием);
- лезвие устойчиво к затуплению – подтачивается бруском или специальной точилкой;
- отличная идея для оригинального, практичного и необычного подарка.
Как рубить дрова правильно?
Несмотря на кажущуюся простоту процесса, нужно знать, как правильно колоть дрова, чтобы и не переутомиться физически, и не поранить себя или окружающих. Кроме этого, от того, какие поленья будут выходить из-под вашего топора, зависит то, как хорошо и долго они будут гореть.
Описание процесса
Чтобы легче было справиться с работой, придерживайтесь следующего порядка действий:
![]()
Скалывание краев у толстого чурбака
Совет: не нужно прикладывать много сил, опуская колун на чурбак. Просто поднимите его над головой и опустите с разгоном — тяжести самого колуна достаточно для того, чтобы он сделал свое дело.
Техника безопасности
- Чтобы топор не слетал с топорища, накануне колки дров опустите его в емкость с водой. Топорище разбухнет, и топор на нем будет сидеть крепко.
- Во время работы широко расставляйте ноги: это и удобно, и обезопасит вас от случайного промаха.
- Проследите, чтобы рядом не было людей, особенно детей, так как при рубке дрова могут разлетаться довольно далеко в разные стороны.
Какими должны быть поленья?
Если вы не хотите, чтобы дрова сгорали слишком быстро или сгорали не до конца, оставляя головешки, то толщина поленьев должна составлять 7–10 сантиметров. Как расколоть дрова, чтобы они получились именно такими?
Это зависит от толщины чурбаков. Тонкие раскалывают пополам на две плахи, а затем каждую — еще раз пополам, получая так называемые четверики.
![]()
Схема колки дров
Толстые чурбаки придется расколоть на восьмерики, то есть располовинить каждый четверик. Если же вам попались очень толстые бревна, то пополам раскалывают и каждый восьмерик, но не по радиусу, а поперек, чтобы образовалось два полена меньшего размера: одно трехгранное, второе четырехгранное.
Плахи (половинки чурбака) можно расколоть не на две, а на три трехгранные части (или две трехгранные и одну четырехгранную), чтобы получить поленья нужной толщины — шестерики.
Совет: дрова легче всего колоть, когда они сухие, а вот сырые дрова лучше колоть, если они полежат на морозе. Если нет срочной необходимости, не спешите колоть только что напиленные сырые чурбаки — пусть они подсохнут или полежат до зимы под навесом.
С поддувалом или без?
Теперь про поддувало. Если возводится кирпичная печь-каменка для бани, нужно ли в ней поддувало? Поясним для начала, что такое поддувало. Это своего рода канал, который подводит воздух под колосниковую решетку, а через нее – в топку, снабжая топливо необходимым для его сгорания кислородом. Для регуляции интенсивности потока воздуха (тяги) используется дверка.
![]()
Тяга существует при наличии двух отверстий – внизу печи и наверху дымохода. Поэтому размеры их связаны между собой. Помимо этого есть определенная зависимость между объемом топки и тягой – если тяга будет слишком сильной, дрова будут сгорать быстро и при более высокой температуре.
Ставя у себя печь-каменку из кирпича для бани, вы можете отказаться от поддувала и выложить глухой под. Это не значит, что тяги у вас не будет вовсе. Она будет за счет приоткрытой топочной дверцы. В принципе, печка работать будет, однако размеры топочной дверцы достаточно велики, чтобы можно было тонко регулировать подачу воздуха. КПД печки при этом становится ниже, чем мог быть.
Но и это не единственный аргумент против глухого пода. Большим наказанием для хозяев будет опасность выпадения горящих угольков при открытой дверце, а также необходимость частой работы кочергой, потому что дрова не прогорают до конца никогда. По завершении процесса топки нужно будет еще вытаскивать головешки и тут же тушить их в ведре с водой.
Если же говорить о достаточных размерах колосника и сечения дымоходной трубы, то оба могут быть приблизительно равны площади одного стандартного кирпича. Этого достаточно для нормальной тяги.
Советам по выбору размера печи посвящена отдельная публикация.
Кстати! Тяга будет лучше, если поддувало будет расположено низко. К примеру, его можно начать выкладывать уже со второго ряда.
Выбираем инструмент: топор или колун
Колоть дрова нужно специальным инструментом. В работе используют топор и колун. Внешне эти два инструмента похожи. Но имеют отличия в размерах, весе и применении. Правильно – использовать в работе оба инструмента, но для разных чурбаков и разной древесины.
Топор – ударный рубящий ручной инструмент, вес которого составляет около 1 кг или меньше. Имеет металлическое остро заточенное лезвие. Используется для сырой древесины, веток, сучков.
Внешний вид колуна похож на топор. Но есть характерные отличия. Колун – более тяжёлый инструмент. Его вес – почти вдвое больше веса топора и составляет 2 кг и более. Он массивный и тупой.
Рукоять колуна, как правило, длиннее рукояти топора. Металлическая часть, — полотно, — не затачивается остро. Угол заточки колуна составляет около 40-60°. Рубящая часть инструмента остаётся тупой.
Благодаря такой конструкции тяжёлый колун не «застрянет» в древесине, хорошо раскалывает бревно на части.
Колун используют для колки тяжёлых больших чурбанов, плотной древесины, крупных брёвен большого диаметра.
Каким колуном легче колоть дрова – с тяжёлым полотном или с облегчённым? Выберите инструмент под себя. Он должен оптимально сочетать характеристики веса и ваших физических сил. Слишком тяжёлый колун вы не сможете поднимать и опускать в течение двух часов работы.
Что ещё важно? Металлическое полотно должно быть кованным. В продаже встречаются колуны с литым металлом. Литое – может дать трещину. Кованое полотно трескается редко.
И колун, и топор может иметь деревянную или фиберглассовую ручку. Что выбрать начинающему? Выбирайте фибергласс. Этот материал достаточно плотно сидит в руке. Не скользит. И главное – не даёт металлическому топорищу «слететь» с древка. А вот с деревянной ручки топорище иногда слетает.
Механический способ рубки дров
Для упрощения процедуры расколки дров придумано немало приспособлений. Все разнообразие станков можно поделить на три типа: механические, гидравлические и электрические. Все типы представлены моделями с моторчиками на бензине или дизеле. Довольно часто в хозяйстве используют и самодельный дровокол, работающий по принципу использования клина с резьбой. Механические приспособления представляют собой станок, на который крепится чурбак. Дровокол приводится в действие рычажной системой. Ряд моделей позволяет производить колку древесины сразу на несколько частей. Гидравлический дровокол заводится с помощью мотора, закрепленное полено раскалывается ножом, который работает от пресса. Принцип действия подобен первому, разница лишь в источнике силы. В гидравлическом дровоколе она создается с помощью гидравлического поршня. Такое приспособление управляется от ручного или ножного привода, с помощью электромотора. Гидравлические колуны широко представлены на рынке. Они есть разной комплектации и мощности, но стоимость всех их довольно высокая для использования в домашнем хозяйстве.
Электроколуны в последнее время набирают популярность благодаря высокой производительности. Однако работа с ними требует строгого соблюдения техники безопасности. Принцип следующий: мотор приводит в движение конус, который раскалывает чурбак. При этом конус может быть крестообразным, что позволит получить раскол сразу на 4 части. Основным недостатком такого приспособления является разве что цена. Для экономии средств многие такой винтовой дровокол изготавливают самостоятельно. Самая важная деталь в нем – конус, который можно приобрести в специализированных магазинах или заказать у токаря. Самый распространенный материал для изготовления этой детали – инструментальная сталь. Имея конус, устанавливают стол, закрепляют все узлы приспособления, приспосабливают мотор.
![]()
Винтовой дровокол
Чем удобнее таскать поленья
Носить поленья в руках неудобно. Особенно, если они мокрые, грязные или покрыты льдом и снегом. На помощь приходит «третья» и «четвёртая» стальная рука — клещевой (грейферный) захват.
![]()
Мне интересно, кто-нибудь пользовался ручным клещевым захватом для брёвен? Стоит платить за фирменный 3000 рублей? Хочу себе заказать, чтобы поленья грузить. Удобно им пользоваться?
Я пользуюсь клещевым захватом 5 лет. Ни разу не пожалел, что купил. Брал их по 1500 рублей. Друзья мне говорили, что деньги выкинул, а я теперь в лес за дровами без них не хожу.
Кстати, есть более дешёвый вариант — одношарнирные клещи для бревен. Стоит ли их брать?
У одношарнирного захвата, чтобы бревно не выскользнуло, придётся сжимать ручки, т.е. прилагать дополнительные физические усилия. На мягкой древесине усилие меньше, на твёрдой или промёрзшей больше. В двухшарнирных захватах сжатие происходит автоматически, за счёт веса поднятого бревна.
Ну, а всем самодельщикам, пользователь с ником 152247 предлагает изготовить hand made вариант брендовых клещей с шириной захвата под бревно диаметром 30 см.
Рубим поленья подручными средствами: методика и практика
Казалось бы, что может быть проще, чем нарубить дрова для мангала или камина? Но не всегда все по плану. У вас может не оказаться топора под рукой или вдруг попадется колода из дуба или лиственницы – вот здесь трудности и начинаются, потому что обычным приемом не возьмешь, а других не знаешь. Сейчас мы расскажем, как правильно колоть дрова топором, без топора, а также с помощью разных ручных приспособлений, которые можно найти в хозяйстве или сделать своими руками очень быстро. Методик много, но мы выбрали только самые эффективные из них.
Как правильно колоть дрова топором: используем колун
Разрубить полено можно многими способами и разными инструментами, но существуют специальные приспособления, которые делают жизнь дровосека проще. Лучшим топором для колки дров считается простой таежный топорик, который можно изготовить даже в домашних условиях из старого плотницкого инструмента. Его особенность – наличие постепенного расширения и меньший вес для комфортного и резкого маха. Многие спрашивают, зачем вообще резкий мах с колуном и почему с размаху легче расколоть полено топором. Это элементарно: больше сила удара, за счет чего лезвие сразу заходит до расширения и вся энергия идет на то, чтобы расширить бревно. Таким образом, полено быстро и легко разлетается, а металл не застрянет в древесине.
Такой топор для колки дров позволяет справиться с работой куда быстрее, поскольку очень редко заклинивает в древесине, а малый вес снижает нагрузку на тело, повышая производительность лесоруба. С его помощью очень удобно валить деревья, поэтому инструмент можно назвать универсальным. Никаких ухищрений не требуется при рубке: стандартная колода для колки дров, обычный мах, удар посильнее и все, полено разбито. Если оно не разбито – повторяйте мах и удар пока не разобьете.
Если вам нужен инструмент именно для колки, тогда лучше будет брать его с большим расширением головы, но учтите, что ним будет намного хуже валить деревья и обтачивать бревна. Ним вообще будет очень тяжело работать, поскольку он не предназначен для частых ударов, здесь надо будет брать силой. Лучше посмотреть видео как правильно колоть дрова колуном перед его использованием, поскольку техника сильно отличается от работы таежным или столярным топориком.
Колем дрова клиньями – техника и особенности процесса
Работать топором может каждый, у кого он есть, и имеются силы его поднять, но что делать, если под рукой нет привычного реквизита лесоруба? «Идти домой спать» – скажите вы. А если дома холодно и все же надо наколоть дрова в лесу или кушать хочется, а жарить не на чем? Тогда можно использовать специальные клинья, которые позволят разбить огромные колоды и сделать их пригодными для погрузки на пикап или подброски в топку.
Они представляют собой несколько металлических колышков, заточенных с одной стороны и расширяющихся к другой стороне. Они небольшие, достаточно будет до 10 сантиметров. Но есть 1 важная особенность: каждый клин для колки дров должен быть толще предыдущего, чтобы как бы «распирать» колоду изнутри. Рассмотрим пошагово процесс работы с клиньями.
ШАГ 1: «с почином!». Надо взять самый тонкий и самый острый клин, который у вас есть и поместить его по центру колоды, желательно использовать какую-то небольшую трещину в древесине, чтобы легче было его забить. Ну, понятное дело, забить его тоже надо. Если нет под рукой молотка, можно использовать маленькое полено или камень – усилий надо будет немного совсем.
ШАГ 2: расширение. Колка дров без топора осложняется тем, что нет сильного удара, поэтому брать надо именно техникой. Когда у нас забитый 1 клин, он образует трещину шириной около 0.5 сантиметра. В нее надо вставить другой клин, который толще первого, причем совсем недалеко, через несколько сантиметров. Постепенно забить его тоже до конца. Трещина станет шире, можно вытянуть первый клин.
ШАГ 3: раскалываем полено. Вообще полено должно расколоться уже на втором шаге, но если вы имеете дело с сырой древесиной или гибкими сортами деревьев, тогда необходимо забивать еще третий клин, который в 2 раза шире предыдущего будет. Он уже используется для окончательного расщепления полена. Забивается он легко, главное не вытягивать предыдущий клин.
Можно еще колоть при помощи конуса. Изготовить конус для колки дров своими руками не составит проблем. Сделать его можно не только из металла, но даже из подручной древесины. Главное – использовать твердые сорта для его изготовления. Принцип работы точно такой же, как с клиньями: выбираем какую-то трещину и забиваем конус для колки дров, пока полено не расколется вдоль волокон.
Колка дров с покрышкой – метод для ленивых и осторожных
Напомним, что выполнить эту работу можно при помощи обычного топора или молотка с клиньями, но для экономии времени и сил, предлагаем все же рассмотреть приспособление для колки дров, сделанное из обычной автомобильной покрышки (лучше использовать R16-17 диаметр – больше дров влезет). Рассмотрим все поэтапно.
ШАГ 1: устанавливаем колоду. Надо на ровную поверхность поставить большую колоду. Желательно, чтобы ее диаметр был не менее 70 сантиметров, если больше – лучше.
ШАГ 2: навешиваем покрышки. Рекомендуем положить на колоду 2 покрышки, которые связать между собой веревкой или скрутить металлическими болтами – без разницы. Самодельная колка дров такого типа позволит удерживать все расколотые бревна в куче, их не надо будет собирать и поддерживать 1 рукой. Результат: меньшая усталость организма, работа двумя руками и быстрая колка нескольких поленьев.
ШАГ 3: быстрая колка дров в покрышке. Для начала надо установить несколько поленьев внутрь покрышки, которая лежит на большой колоде (нижнюю покрышку можно прибить к колоде гвоздями или привинтить шурупами). Берем топор-колун или насадку для колки дров, надеваем их на топор и проводим удары по поленьям, которые будут раскалываться и оставаться на месте в покрышке.
Вроде разобрались, как и где колоть дрова, теперь их нужно вытянуть и погрузить на тачку. Вынимаем несколько штук из одной стороны, затем другие будут свободнее и их можно взять пучком и уложить в тачку на колесах, отвезти в нужное место.
Колем дрова без топора: несколько вариантов
Если вы находитесь где-то далеко на природе или поехали на дачу, но забыли с собой топор – не расстраивайтесь, без обогрева не останетесь, потому что можно расколоть бревна и без топора. Сделать это можно несколькими способами.
Вариант 1: камешки + кувалда. Нам необходимо взять гранитный остроконечный камешек (таких предметов полно у реки, возле дорог, даже в посадках) или любой другой твердый минерал и поместить его наиболее острым концом к полену. Чтобы он держался, необходимо взять немного грязи, положить на полено и воткнуть туда камень (так он не упадет). Затем надо взять кувалду побольше и применить метод О.С. Ипатова – хорошенько ипануть по камню. Полено обязательно расколется, поскольку у нас получится эффект колуна.
Вариант 2: перфоратор + лопатка. Почему бы и нет? Еще один метод как колоть дрова без топора. С помощью перфоратора можно не только злить соседей в квартире, но и эффективно, ровненько наколоть дров. Берем самую большую насадку-лопатку и активно загоняем ее в полено. Либо используем насадку «конус». Преимущество метода – скорость и точность реза древесины.
Вариант 3: дрель + конус. Эта техника колки дров немного медленная, но все же применяется, особенно при твердых сортах древесины. Если у вас есть в хозяйстве дрель и насадка в виде строительного конуса (они часто самодельные есть), тогда можно попробовать с ее помощью колоть небольшие полена (только небольшие!). Для предметов с солидными размерами используют уже штатный двигатель на 380В с конусом, где-то 2-3 кВт мощностью и с низкими оборотами.
Вот так вот и происходит колка дров своими руками без топора и с топором, а сейчас на видео мы посмотрим один из лучших способов как это правильно и быстро сделать колуном:
Ацетиленовая горелка: критерии выбора
Ацетиленовая сварка — самый популярный метод газопламенной сварки. Это вызвано ее простотой в эксплуатации, низкой ценой исходников для выработки ацетилена и доступный набор оборудования. Такая технология позволяет достичь хорошее качество соединений, даже при монтаже самых сложных и ответственных сооружений, например тепловых и атомных электростанций. Ацетиленовая горелка — специальная конструкция, в которой происходит смешивание газа с кислородом из воздуха, при этом образуется мощное сварочное пламя. Именно это обстоятельство позволяет, на протяжении вот уже нескольких десятилетий, считать ацетиленовое оборудования одним из основных инструментов газосварщика.
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
 Как выглядит ацетиленовая горелка
Как выглядит ацетиленовая горелка
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
Недостатки при использовании мини ацетиленовой горелки:
Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
 Ацетиленовая горелка Донмет-251
Ацетиленовая горелка Донмет-251
Сегодня самыми использованными горелками являются:
Инструкция по использованию
Все работы с ацетиленовой горелки должны выполняттся обученным персоналом, аттестованного по правилам No ПБ 03-273-99 для сварщиков на работах подведомственным Госгортехнадзору России и других нормативных актов, изданных в Москве.
Этапы технологического процесса сварки:
Мероприятия по пожарной безопасности:
 Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Работая с ацетиленовой горелкой необходимо строго соблюдать правила безопасности
Применение ацетиленовой горелки при выполнении сварочных работ, на протяжении многих десятилетий подтвердило ее значимость, благодаря этому виду соединения монтажных изделий города получили инфраструктуру, а в дома горожан пришли свет, вода и газ. Несмотря на все сложности и опасности такого варианта пайки, при строгом соблюдении технологических режимов получается надежное соединение, сохраняющее свою прочность долгие годы.
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки
- 1.1 Температура пламени горелки
- 2 Принцип действия
- 3 Плюсы и минусы
- 4 Как выбрать ацетиленовую горелку
- 4.1 Топ 6 надежных горелок
- 5 Инструкция по эксплуатации
- 5.1 Как зажечь
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а – голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно – газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.

Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
Минусы при эксплуатации сварочных устройств на ацетилене:
Как выбрать ацетиленовую горелку

В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 – м “Малютка” – для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 – 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс – 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 – 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Ацетиленовая горелка: особенности устройства




§ 44. Сварочные горелки
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей – ствола и наконечника (рис. 64). Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубками 3 и 15, рукоятку 2, корпус 4 с кислородным 5 и ацетиленовым 14 вентилями. С правой стороны горелки (если смотреть по направлению течения газов) находится кислородный вентиль 5, а с левой стороны – ацетиленовый вентиль 14. Вентили служат для пуска, регулирования расхода и прекращения подачи газа при гашении пламени. Наконечник, состоящий из инжектора 13, смесительной камеры 12 и мундштука 7, присоединяется к корпусу ствола горелки накидной гайкой.
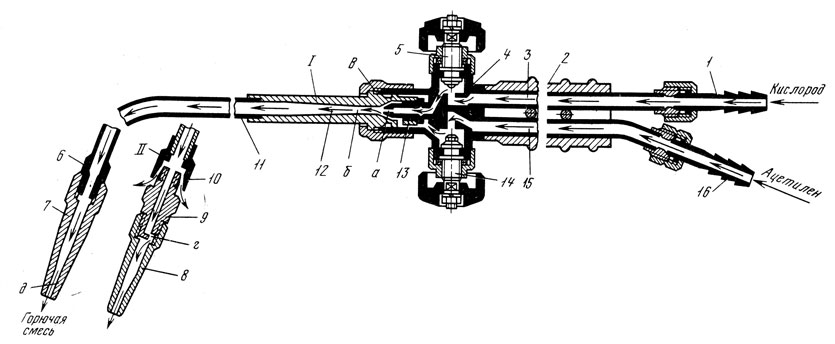
Рис. 64. Устройство инжекторной горелки: 1, 16 – кислородный и ацетиленовый ниппели, 2 – рукоятка, 3, 15 – кислородная и ацетиленовая трубки, 4 – корпус, 5, 14 – кислородный и ацетиленовый вентили, 6 – ниппель наконечника, 7 – мундштук, 8 – мундштук для пропан-бутан-кислородной смеси, 9 – штуцер, 10 – подогреватель, 11 – трубка горючей смеси, 12 – смесительная камера, 13 – инжектор; а, б – диаметры выходного канала инжектора смесительной камеры, в – размер зазора между инжектором и смесительной камерой, г – боковые отверстия в штуцере 9 для нагрева смеси, д – диаметр отверстия мундштука
Инжектор 13 представляет собой цилиндрическую деталь с центральным каналом малого диаметра – для кислорода и периферийными, радиально расположенными каналами – для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см 2 . Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль 5, составляет от 0,5 до 4 кгс/см 2 .
Инжекторное устройство показано на рис. 65.
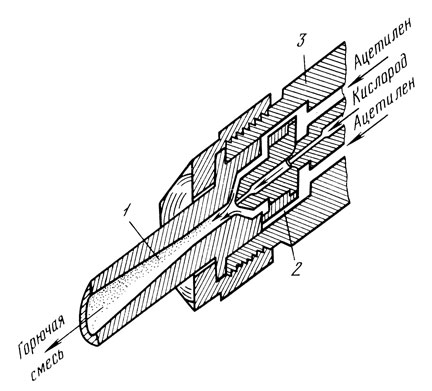
Рис. 65. Разрез инжекторного устройства: 1 – смесительная камера, 2 – инжектор, 3 – корпус горелки
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100 – 140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150°С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней мощности – “Звезда”, ГС-3 и малой мощности – “Звездочка” и ГС-2. В эксплуатации находятся также горелки “Москва” и “Малютка”, выпускавшиеся до 1971 г.
Горелки “Москва”, “Звезда” и ГС-3 предназначены для ручной ацетиленокислородной сварки стали толщиной 0,5 – 30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой (табл. 15), Обязательный комплект включает наконечники № 3, 4 и 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки “Звездочка”, ГС-2 и “Малютка” поставляются с наконечниками № 0, 1, 2, 3. В горелках “Звезда”, ГС-3, “Звездочка” мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок “Москва” и “Малютка”. По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
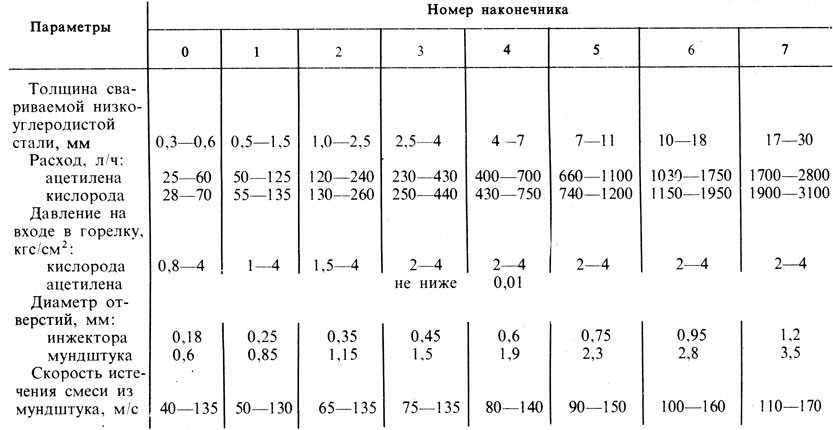
15. Техническая характеристика горелок малой и средней мощности
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности “Малютка”, “Звездочка” и ГС-2 предназначены для сварки сталей толщиной 0,2 – 4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-I и ГЗУ-2-62-II; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая – для подогрева металла. Для пламенной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетиленокислородная горелка Г АО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кислородным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора – в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки “Москва” можно использовать в горелке “Звезда”, а инжекторы горелки “Малютка” – в горелке “Звездочка”.
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам (см. гл. X). Мундштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 – 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см 2 . Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
1. Почему для газовой сварки из горючих газов употребляют главным образом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мундштука на работу горелки?
5. Какие бывают специальные горелки?
По сниженной стоимости самоспасатель спи 20м на нашем сайте.
Ацетиленовая сварка: особенности и технология

Помните, как в юном возрасте мы собирали на стройках или за гаражами куски карбида, дополняли находку пластиковой бутылкой с водой и играли в подрывников? Весёлое было детство и опасное. Теперь мы выросли и знаем, что такие вещи надо использовать строго по назначению с соблюдением всех мер безопасности.
Вспомним уроки химии: ацетилен – бесцветный горючий газ, с резким запахом. Непредельный углерод класса алкинов с формулой С2Н2. Вещество взрывоопасно и способно к самовоспламенению в определённых условиях. При горении пламя достигает температуры 3150 °С. Этого хватает, чтобы перевести в жидкое состояние даже тугоплавкие металлы. Поэтому газ ацетилен идеально подходит для сварки и резки металлоконструкций.

Ацетиленовая сварка
Для начала небольшой экскурс в историю. Патент на ацетилено-кислородную сварочную горелку датируется 1903 годом. Интересно, что её конструкция принципиально не изменилась и в наше время. В промышленности ацетиленовая сварка начала применяться в 1906 году, после того как появились генераторы ацетилена достаточной надёжности. В то время уже был известен электродуговой способ соединения металлов, но сварка ацетиленом уверенно завоевала свои позиции и активно применяется до сих пор.
Раньше сварщикам приходилось самостоятельно получать ацетилен. Карбид кальция засыпали в бак-генератор, наполненный водой. В результате реакции выделялся газ, который по шлангу поступал в горелку. Сюда же подводился из отдельного баллона кислород, выполняющий функцию катализатора. Процесс подготовки занимал много времени, зато оставшийся карбид можно было использовать повторно. В наше время всё проще. Достаточно купить баллон, уже наполненный ацетиленовым газом.
Применение
Ацетилено-кислородную смесь применяют для сваривания практически всех металлов, включая чёрные, цветные и их сплавы. Но есть исключения, к которым относятся стали:
хромистая и высокохромистая;
Ацетиленовая газовая сварка активно применяется в строительно-монтажных процессах, но особое распространение она получила при прокладке труб. Регулируя мощность пламени, можно соединять, резать или проводить газопламенную чистку металла.
Ацетиленовая сварка: технология работы
Во время сварочного процесса расплавляются и перемешиваются кромки соединяемых деталей. Дополнительно вводится присадочный материал. После застывания образуется прочный шов. Чтобы ацетилен сгорал полностью и не дымил, необходим катализатор – кислород. Оба газа из отдельных баллонов подводятся по шлангам к горелке и смешиваются. Оптимальная пропорция смеси – 45% ацетиленового газа и 55% кислорода. Без кислорода ацетилен сгорает не полностью, пламя будет дымить.
Подготовка к сварке
Прежде всего, очистите своё рабочее пространство от всего лишнего. Уберите на безопасное расстояние или надёжно защитите легковоспламеняющиеся материалы. Свариваемые поверхности должны быть очищены от грязи, ржавчины и окислов. При необходимости заранее проведите их правку, разметку, гибку и сборку.
Качество соединения металлов зависит от трёх основных факторов:
Мощность пламени – подбирают в зависимости от свойств (теплопроводности и температуры плавления) и толщины металла. С увеличением мощности возрастает расход горючего газа. Регулируют режим подбором горелок (от Г1 до Г4) и наконечников к ним разной величины.
Диаметр присадочной проволоки – измеряется в миллиметрах и рассчитывается так: померьте толщину свариваемого металла, поделите на два, к получившемуся значению прибавьте 1 мм.
Угол сварки – зависит от толщины. Чем больше, тем тупее угол и наоборот. Рабочий диапазон наклона горелки относительно детали от 10 до 80 градусов. Прогрев поверхности осуществляют всегда под прямым углом. А завершающий этап, на котором формируется кратер, делают с минимальным углом – это исключает риск прожечь металл.
Работа с горелкой
Оба газовых баллона оснащены редукторами, которыми регулируется давление на выходе. Оптимально выставлять значения до двух атмосфер. Большие показатели осложняют регулировку пламени. Открыв вентили на баллонах, выставите нужное давление, затем можно поджигать горелку. Первым открывают вентиль подачи ацетилена и поджигают вырывающийся из сопла газ. Затем плавно откручивают второй вентиль, пуская кислород, и регулируют пламя.
Виды пламени
Горящий факел состоит из нескольких частей, которые можно различить визуально. Самая короткая и ближайшая к горелке – ядро. Дальше идёт восстановительная (рабочая) зона. Внешняя наибольшая часть – факел, отвечающий за нагрев металла.
В зависимости от соотношения количества ацетилена и кислорода пламя делится на три вида:
Нормальное – пропорции газов 1:1 или 1:1,1. Все три зоны чётко видны, ядро имеет ровный округлый конец. Это самый распространённый вид. Применяется при работе с различными сталями и цветными металлами.
С избытком ацетилена – над ядром появляется зелёный ореол, рабочая зона пламени плохо различима, а сам факел жёлтого цвета. Применимо для работы с чугуном.
Избыток кислорода – все зоны укорачиваются, ядро бледнеет, становится конусообразным. Пламя шумит сильнее обычного и приобретает синевато-фиолетовый оттенок. Применимо для сварки латуни.
Способы ведения горелки и введение присадочной проволоки
Чтобы образовалась сварочная ванна, заготовку необходимо прогреть. Пламя направляется под прямым углом так, чтобы ядро находилось в 1-3 мм от поверхности. Когда металл приобретёт светло-жёлтый цвет – ванна готова, можно приступать к формированию шва.
Технология ацетиленовой сварки подразумевает ведение горелки двумя способами: справа налево (на себя) и слева направо (от себя).
В первом случае пламя направлено вперёд от шва, присадка расположена перед горелкой. Работая таким способом, удобно визуально контролировать шов. Применимо для тонкостенных деталей (до 5 мм).
Второй способ (от себя) используют при работе с металлом толщиной более 5 мм. Пламя горелки направлено в сторону шва. Это позволяет замедлить его остывание и повышает качество. Однако из-за того, что визуальный контроль осложняется, такое соединение будет выглядеть не слишком аккуратным.
Присадку подают либо непосредственно в сварочную ванну, либо ведут над швом. Горелку медленно продвигают вдоль соединения с поперечными дугообразными движениями. Ядро не должно касаться сварочной ванны.
Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
Первым на горелке перекрывается ацетилен и только затем – кислород. Далее необходимо удалить из рукавов оставшийся газ. Перекройте баллоны, а вентили на горелке приоткройте. Дождитесь, когда прекратится шипение и стрелка на манометре покажет ноль. Затем обязательно закройте все вентили.
Оборудование и средства защиты
Для сварки ацетиленом потребуется минимум оборудования, которое стоит относительно недорого:
Баллоны с газом. Баллоны с ацетиленовым газом обычно окрашиваются в белый цвет, с кислородом – в голубой.
Редукторы для регулировки давления с обратными клапанами для защиты от обратного удара.
Два рукава для подачи газов в горелку.
Газовая горелка с мундштуком необходимой величины.
Горелки
Ацетиленовые горелки различаются по мощности, которая зависит от сменного наконечника. Размер подбирается в зависимости от толщины свариваемого металла. Минимальный размер – нулевой, максимальный – пятый. Чем больше диаметр сопла, тем больше газовой смеси подаётся в сварочную ванну, а значит сильнее и глубже прогревается металл.
Никогда не покупайте газосварочный инструмент от малоизвестных фирм. От его качества зависит ваша безопасность. Хорошим выбором для ручной ацетиленовой сварки в домашних условиях станет горелка КЕДР Г-2 Малютка с наконечниками размером от 0 до 3 или горелка малой мощности КЕДР Г-2А-02 Малютка. Обе снабжены сменными наконечниками для регулировки мощности и позволяют выполнять все виды газопламенной обработки металла – от нагрева и пайки до сварки и резки.
Средства защиты
Во время сварочного процесса есть риск повредить кожу или глаза. Отлетающие расплавленные частички металла способны привести к серьёзным травмам. Во избежание этого всегда работайте в сварочном костюме из толстой ткани. Большое количество брызг попадает на руки. Их необходимо защитить в первую очередь. Обычные рабочие перчатки здесь не подойдут, они легко прожигаются и не способны противостоять даже мелким искрам.
Сварочные краги должны надёжно защищать руки от температурного и абразивного воздействия, но при этом не сковывать движения и обеспечивать чувствительность. Перчатки сварщика (краги) производства российской компании Кедр максимально соответствуют этим качествам. Они долговечны и удобны.
Во время газовой сварки вспышки отсутствует УФ-излучение. Но варить в обычных сварочных затемнённых очках не рекомендуется. Такая защита становится модной, особенно среди сварщиков-блогеров. Но вам станет плевать на модные тенденции после того как первая капля расплавленного металла попадёт вам на лицо. Присмотритесь к полноценным маскам сварщика от производителя КЕДР. Они удобны и надёжны. Да и те, кому важен дизайн, смогут среди предлагаемого на сайте разнообразия подобрать для себя подходящий вариант. При этом можно заказать доставку не только по Москве, но и во все регионы страны.
Взрывоопасность
Опасная особенность ацетилена – склонность к самовоспламенению. Это может произойти при температуре от 300 °С и давлении 150-200 кПа (1,5-2 атмосферы). При хранении и транспортировке ацетилена соблюдайте технику безопасности:
Храните и используйте баллоны с ацетиленом только в вертикальном положении. Держите их вдали от отопительных приборов и защищайте от прямых солнечных лучей.
Применяйте только специально предназначенные для ацетилена клапаны и регуляторы давления.
Отслеживайте содержание ацетилена в воздухе. Концентрация выше 0,5 % взрывоопасна.
Открывайте баллон только неискрящимся ключом.
Не допускайте долгого контакта с медью или серебром.
Если произошло возгорание, постарайтесь удалить из опасной зоны баллоны с газом, которые ещё не успели нагреться. Оставшиеся охлаждайте, поливая водой. Если загорелся газ, выходящий из баллона, перекройте вентиль и остудите водой. При сильном возгорании находиться рядом с баллонами опасно, тушить огонь лучше с безопасного расстояния.
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов. Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов. Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.

Заключение
Сварка ацетилено-кислородной смесью практически незаменима, когда необходимо соединить тонкостенные трубы. С её помощью легко варить изделия из чугуна, цветных металлов и конструкционных сплавов. Сварка ацетиленом с успехом используется для ремонтных работ и пайки, а также для восстановления своими руками изношенных деталей. Например, на выработанную поверхность коленчатого вала можно наплавить новый слой металла, а затем точением и шлифовкой довести его до нужного размера и класса шероховатости.
Однако скорость работы небольшая и напрямую зависит от толщины металла. Так 1-миллиметровую листовую сталь сварщик может варить ацетиленом со скоростью 10-15 метров в час. При увеличении толщины до 5 мм, скорость работы упадёт в 3-4 раза. Это стоит учитывать, при планировании сроков предстоящей работы.
Начинающим сварщикам освоить ацетиленовую сварку не составит труда. Но делать это желательно под руководством опытных мастеров, соблюдая технику безопасности.
